3 Гальваническое цинкование в домашних условиях
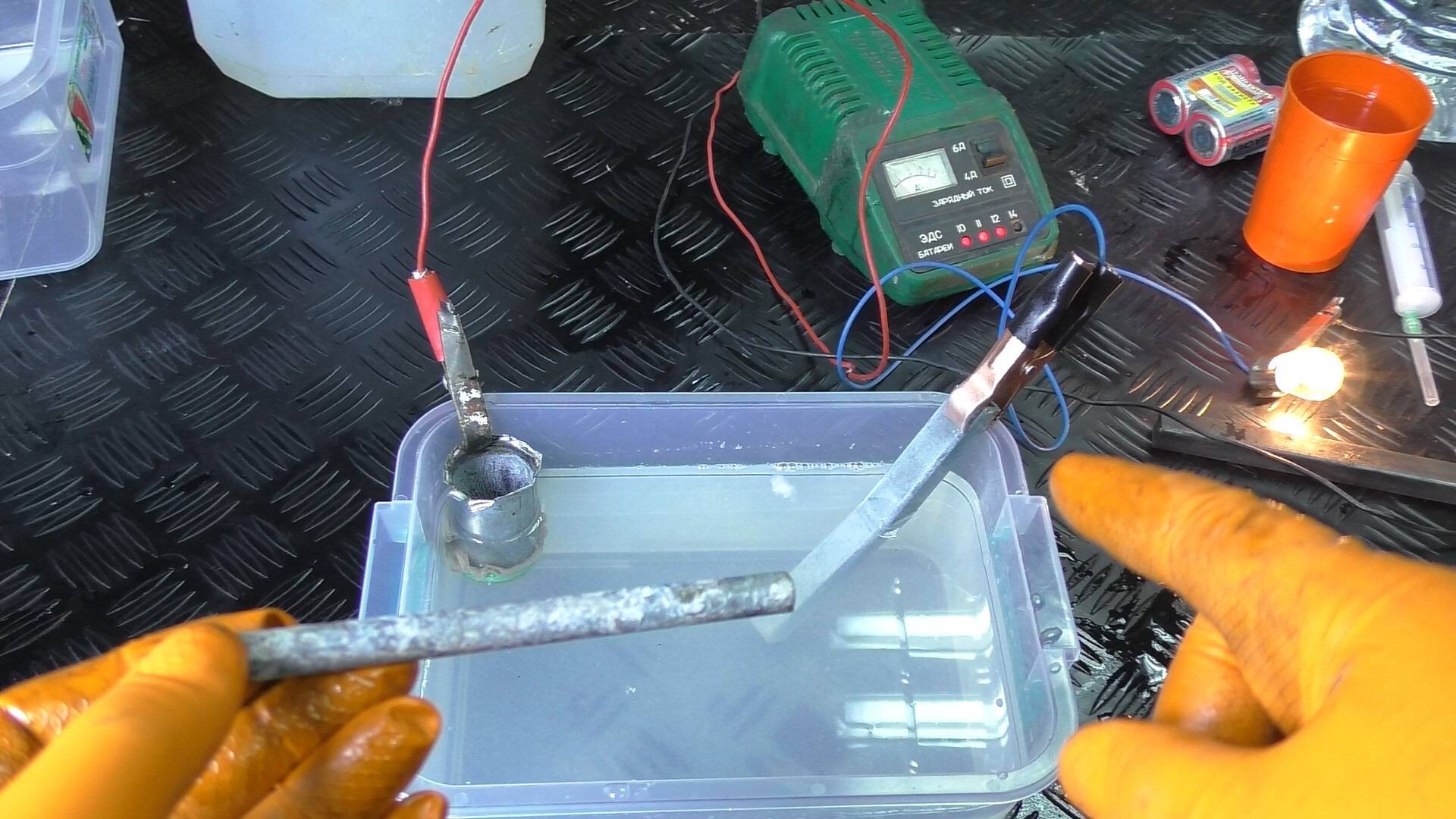
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой
Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который “растворится”, а на изделии образуется слой цинка. Время обработки – 10–40 минут.
Преимущества и недостатки
Теоретически покрытие цинком в домашних условиях металлических деталей возможно любым способом, но вопрос в другом — насколько целесообразен тот или иной метод при самостоятельном выполнении работ. Но цинковые покрытия максимально популярны, поскольку имеют следующие преимущества:
- они формируют надежную защиту металла от пагубного воздействия коррозии;
- внешний вид изделий эстетичен, поэтому многие дизайнерские элементы конструкций покрывают цинком: мебельная фурнитура, интерьерные детали автомобилей и другое;
- цинковое покрытие экологичное, безвредно для здоровья человека и показывает лучшие защитные параметры в сравнении с другими материалами.
Популярные материалы для цинкования
Холодное цинкование выполняют с применением различных материалов, которые выбирают в зависимости от целого ряда факторов. К популярным составам, подходящим и для промышленного использования, и для выполнения работ в домашних условиях, относят:
- препарат «Гальванол», обладающий неплохой адгезией с изделиями из чёрных металлов и отличающийся лёгкостью нанесения, возможностью использования в температурном диапазоне –30°C – +50°C и цинкования даже ржавых поверхностей;
- «Цинотан», применяющийся для обработки ёмкостей для хранения нефтепродуктов, труб и резервуаров системы ГВС, опор ЛЭП и гидросооружений;
- краска для холодного цинкования «АнтикорЦинк», отличающаяся устойчивостью к нефтепродуктам, растворителям, пресной и морской воде, высокой адгезией к поверхности металла, механической прочностью и неплохими эстетическими характеристиками;
- «Мастер АК-100» – состав, подходящий для защиты от коррозии автомобильных деталей, включая элементы кузова, строительных и железнодорожных конструкций и опор для линий электропередач;
- «Цинотерм» – раствор, применяющийся в комплексе с любыми лакокрасочными материалами, что позволяет не только защитить металл, но и изменить цвет его поверхности;
- «ЦВЭС» – краска, особенности состава которой (включение в неё цинкового порошка и этилсиликата) позволяют применять её для повышения защитных свойств легированной стали.
Практически все вещества, используемые для холодного цинкования, характеризуются одинаковым серым цветом и расходом в пределах 0,25–0,3 л на 1 м2.
А при выборе конкретного средства следует обращать внимание на их цену и указанные характеристики типа эксплуатационного срока, времени высыхания до подходящего для нанесения следующего слоя уровня прочности и температурного диапазона использования. Имеет значение и такой параметр, как содержание в материале цинка, находящийся в пределах 85–96%
В то время как срок эксплуатации может достигать 10 лет, период высыхания – от 0,5 до 6 часов, а цена обработки 1 кв. м поверхности начинается с 55–60 руб
Имеет значение и такой параметр, как содержание в материале цинка, находящийся в пределах 85–96%. В то время как срок эксплуатации может достигать 10 лет, период высыхания – от 0,5 до 6 часов, а цена обработки 1 кв. м поверхности начинается с 55–60 руб.
Преимущества оцинкованного кузова авто
Оцинковка кузова – это метод покрытия металла цинкосодержащим веществом, которое повышает устойчивость деталей авто к появлению коррозии, а также защищает от других негативных факторов.
Автопроизводители используют этот способ защиты еще на этапе производства транспортного средства. Обработка может полной или частичной.
- Фейсбук
- Гугл+
- ЖЖ
- Blogger
Основные преимущества оцинковки:
- защита от негативного воздействия окружающей среды, химических средств;
- увеличение срока службы ТС — машины не гниют, поэтому не придется заделывать дыры и менять детали;
- доступная стоимость.
ПОСМОТРЕТЬ ВИДЕО
Преимущества и недостатки
Теоретически покрытие цинком в домашних условиях металлических деталей возможно любым способом, но вопрос в другом — насколько целесообразен тот или иной метод при самостоятельном выполнении работ. Но цинковые покрытия максимально популярны, поскольку имеют следующие преимущества:
- они формируют надежную защиту металла от пагубного воздействия коррозии;
- внешний вид изделий эстетичен, поэтому многие дизайнерские элементы конструкций покрывают цинком: мебельная фурнитура, интерьерные детали автомобилей и другое;
- цинковое покрытие экологичное, безвредно для здоровья человека и показывает лучшие защитные параметры в сравнении с другими материалами.
Отличия от горячего цинкования
Методика холодного цинкования имеет ряд отличий от горячего способа, делающих её более популярной. Одним из главных плюсов является возможность решения проблем с коррозией качественно и безопасно. К остальным достоинствам относят:









- Принцип нанесения цинкосодержащего состава. При горячем способе металлоконструкции погружают в заполненную цинковым сплавом ёмкость, ограничивающую размеры детали. Крупные предметы удобнее обрабатывать холодным методом, напоминающим покраску;
- Температуру, при которой наносится состав для холодного цинкования – не больше 40 градусов, то есть более чем в 10 раз меньше по сравнению с горячим методом. В большинстве случаев подходят даже стандартные комнатные условия;
- Возможность регулирования качества покрытия. Так, при использовании горячей методики исполнитель работ регулирует только температуру, получая практически непредсказуемый результат. Холодное цинкование требует аккуратности, но позволяет получить более эстетичный вид.
Преимущества холодной обработки металла дополняются меньшей стоимостью работ. А единственным минусом можно назвать только увеличение времени на их выполнение. Зато холодное цинкование своими руками может проводиться даже в домашних условиях – без использования специализированного оборудования и специальных условий.
В чем проблема свариваемости оцинковки
Антикоррозионный слой наносится на сталь несколькими способами. В зависимости от этого толщина покрытия может составлять 2-150 микрон. Оцинковка прожигается легко, температура ее плавления на 200 °С ниже, чем у стали. При использовании стандартных технологий сварки покрытие разрушается. Поэтому его нужно обрабатывать защитным флюсом, не позволяющим поверхности перегреваться.
Трудность сварки заключается и в выделении токсичных паров при повышении температуры цинкового слоя. На первых этапах покрытие размягчается, на последующих – принимает газообразное состояние. Сварщик должен использовать маску с принудительной подачей воздуха. Работы рекомендуется выполнять на улице или в хорошо проветриваемом помещении.
Оцинковка дома – это несложно
Оцинковать кузов своими руками можно только одним из холодных способов. Для нанесения покрытия гальваническим методом вам понадобится:
- хлорид (ZnCl2) или сульфат (ZnSO4) цинка;
- источник постоянного тока;
- электрод из цинка.
Хлорид получают растворением цинка в соляной, а сульфат – в серной кислоте. Эти реактивы можно купить готовыми. Предпочтение стоит отдать хлориду, поскольку он лучше растворяется в воде. Для сульфата ее надо вскипятить.
Источником постоянного тока послужит аккумулятор или зарядное устройство. Цинковый электрод делают из оболочки круглой батарейки.
Мелкие детали можно поместить в чистую обрезанную пластиковую канистру из-под масла и полностью залить их раствором хлорида цинка, который сыграет роль электролита. Цинковый электрод подключается к плюсовой клемме и опускается в канистру.
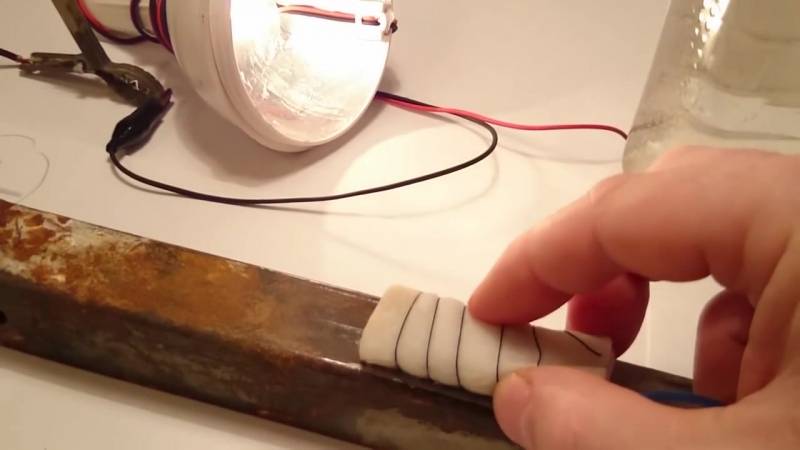
На вертикальных поверхностях надо принять меры для того, чтобы электролит не растекался. Машину можно повернуть нужным боком, используя кантователь. Днище цинкуется электродом, который обмотан пористым материалом, стойким к кислоте.
Ручная оцинковка участка кузова
Чтобы не мучиться с подбором ингредиентов, купите готовый набор для домашнего гальванирования. Например, «Цинкор Авто».
Набор Цинкор Авто
Обрабатываемая деталь покрывается светло-серым налетом. Длительность процесса зависит от желаемой толщины наносимого покрытия.
Оцинкованная поверхность обрабатывается раствором соды (нейтрализация кислоты).
Необработанные участки железа, соседствующие с цинковой пленкой, должны быть тщательно загрунтованы и закрашены во избежание начала процесса электрохимической коррозии.
Если в вашем инструментарии есть пескоструйный аппарат, то его можно использовать для нанесения цинкового порошка. На скорости сверхзвука он отлично впечатывается в поверхность защищаемой детали.
Цинкование холодным способом можно провести нанесением состава, сходного по физическим свойствам с обычной краской. Они наносятся на чистые и обезжиренные поверхности.
Отечественный защитный состав «Гальванол» содержит до 96 процентов чистой цинковой пудры. Его можно наносить кистью, валиком, обмакивать деталь полностью или использовать как наполнитель краскопульта.
Зарубежные производители предлагают цинковые спреи в аэрозольных баллончиках. Это, например, составы Zinga, LIQUI MOLY Zink Spray.
Теперь вы знаете, как нанести заветный слой оцинковки на свой автомобиль. Если не будете торопиться, тщательно очистите все поверхности и защитите обработанное место слоем грунтовки и краски, то признаков коррозии не будет несколько лет.
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.
Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
- при толщине заготовки более 3 мм делают скос под углом 80 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 95, проволоки – 15-30.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.
Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.







Расходные материалы
Как вы понимаете, именно расходные материалы играют самую главную роль при сварке оцинкованных деталей. Каким бы профессиональным ни был бы ваш сварочный аппарат, вы просто не сможете сделать правильный шов, если подберете неподходящие расходники. Далее мы поговорим о присадочной проволоке и электродах, которые упрощают процесс сварки цинковых изделий.
При выборе проволоки обращайте внимание, чтобы она имела невысокую температуру плавления. Обычно такая проволока содержит в своем составе много меди
Рекомендуем присадочную проволоку с температурой плавления от 900 до 1100 градусов по Цельсию. При работе с такой проволокой сам присадочный материал будет плавиться, а сталь нет. Такой подход больше похож на пайку, чем на сварку, но поверьте, соединение будет очень прочным.
Самая популярная проволока для сварки оцинкованных деталей — CuSi3. Шов, полученный с ее помощью, получается не самым прочным, но зато с ним потом удобно работать и подвергать механической обработке. Из-за кремния в составе такая проволока начинает растекаться при плавлении, так что следите за тем, какие легирующие вещества есть в составе этого присадочного материала.

Нередко применяется также проволока CuAl8 и CuSi2Mn. CuSi2Mn формирует очень прочный шов (при условии, что в составе есть марганец), но его затем очень трудно обрабатывать. Обработка отнимает намного больше сил и времени. CuAl8 используется при сварке металлов, которые покрыты цинком и алюминием.
Рекомендуем использовать в процессе пайки короткую дугу. Так она будет гореть гораздо стабильнее. Если использовать длинную дугу, то она будет нестабильной из-за цинковых испарений. Эта проблема особенно трудно решаема при сварке деталей с толстым слоем цинка.
Следите, чтобы металл не разбрызгивался. Для этого можно варить методом, когда используется короткий импульс тока. Ну а защитный газ дополнительно упростит процесс сварки.
Сварка цинка также предполагает правильную настройку сварочного оборудования. Рекомендуем установить маленькую силу тока, это поможет держать под контролем длину и стабильность сварочной дуги. При небольшом токе металл не будет перегреваться, а вместе с ним и цинк не будет испаряться в большом количестве. Вы уже получите лучшее качество просто установив небольшую силу тока.
Если вы варите полуавтоматом, то выберите режим «Synergic». Такая настройка есть не во всех сварочниках, но не пренебрегайте ею, если ваш полуавтомат способен работать в таком режиме. С его помощью можно в автоматическом режиме настроить многие параметры сварки, а значит улучшить качество шва.
Суть этого режима крайне проста: производитель еще на заводе подбирает оптимальные настройки для разных типов присадочных материалов и компонует их в так называемые пресеты (набор настроек, которые можно выбрать, нажав одну кнопку). Вам только нужно выбрать один пресет, а остальные настройки аппарат выберет сам
Так вы упростите и оптимизируете свой труд, вы больше времени потратите на формирование шва, чем на настройку сварочника, а это очень важно
Если вы все же решили использовать инвертор и электроды для оцинкованной стали, то можно применять стержни, предназначенные для сварки низкоуглеродистых и низколегированных сталей. У таких электродов зачастую рутиловое покрытие, а это большой плюс. По нашему опыту можно смело приобретать электроды марок АНО-4, МР-3, ОЗС-4, УОНИ-13/45, УОНИ-13/55, ДСК-50. Вы без проблем найдете их в большинстве специализированных магазинов. Они стоят недорого и при этом обеспечивают удовлетворительное качество сварного соединения.
Области применения оцинкованных конструкций
- Строительные работы разного профиля: дорожное, мостовое, строительство зданий и сооружений.
- Нефтедобыча и нефтепереработка.
- Газодобывающая и газоперерабатывающая промышленность.
- Энергетическая сфера.
- Связь.
- Автомобилестроение.
- Сельское хозяйство и другие направления.

Метод применим для конструкций, которые эксплуатируются в разных условиях
- Опоры высоковольтных линий передач.
- Опорные металлические конструкции мостов, трубопроводов.
- Различное оборудование.
- Задвижки и запоры гидротехнических систем.
- Каркасы домов и заграждений.
- Сваи, поддерживающие перекрытия различного типа.
- Лестничные ступени и пролеты.
- Трубы различных систем, в том числе вентиляционных.
- Корпуса кораблей.
- Памятники и архитектурные сооружения.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое (“чешуйчатое”) покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.

Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. “Холодное” покрытие может прослужить дольше, чем “горячее”, в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.







Как узнать, оцинкован ли ваш автомобиль
Учитывая, что далеко не все компании, изготавливающие машины, используют перечисленные технологии защиты, не лишним будет узнать, проходила ли ваша машина подобную обработку, и можно ли надеяться на то, что ее металл способен противостоять коррозии. Но как определить оцинковку кузова автомобиля, если он покрашен?
Самый простой и верный способ — изучить руководство пользователя. Если кузов проходил подобную обработку, в документе вы обязательно найдете соответствующую отметку. Второй способ — это проверка машины по ВИН-коду. В полученном ответе будет содержаться информация о том, проходил ли кузов оцинковку.
Ну и последний метод — это визуальный осмотр машины. Если кузов имеет повреждения лакокрасочного покрытия, и под ними вы увидите характерный серый слой, можете быть уверены, автомобиль оцинкован. Можно также осмотреть днище, фрагментарно удалив с него грязь и слой антикоррозионки. Не будет лишним взглянуть и на пол салона, предварительно отодвинув ковролин.
Зенкование

Зенкованием называют отделку цилиндрообразных или конусообразных отверстий, которые предназначаются для формирования углублений под утопленные головки крепежа. Делают это специнструментом, который называется «зенковка».
Есть ряд правил, которых нужно придерживаться при зенковании отверстий:
- Зенкуется отверстие исключительно после полного его просверливания.
- Сверление зенкование отверстия производятся во время одного подхода. Зенкование нужно производить после окончания сверления, не вынимая детали из станочных креплений. В ходе одного «подхода» производят обработку двумя инструментами.
- Использовать можно только невысокую частоту оборотов шпинделя (не более 100 оборотов в минуту), причем в это время нужно применять эмульсию. Глубину обработки можно проверить обычным штангенциркулем.
- Если использовать для зенкования цилидрическую зенковку, у которой размер цапфы превышает размер отверстия, которое нужно обработать, нужно сделать следующее. Вначале сверлится отверстие, которое по размеру совпадает с цапфой. Затем оно зенкуется, а после всего этого производится рассверливание до нужного размера.