Необходимость процедуры
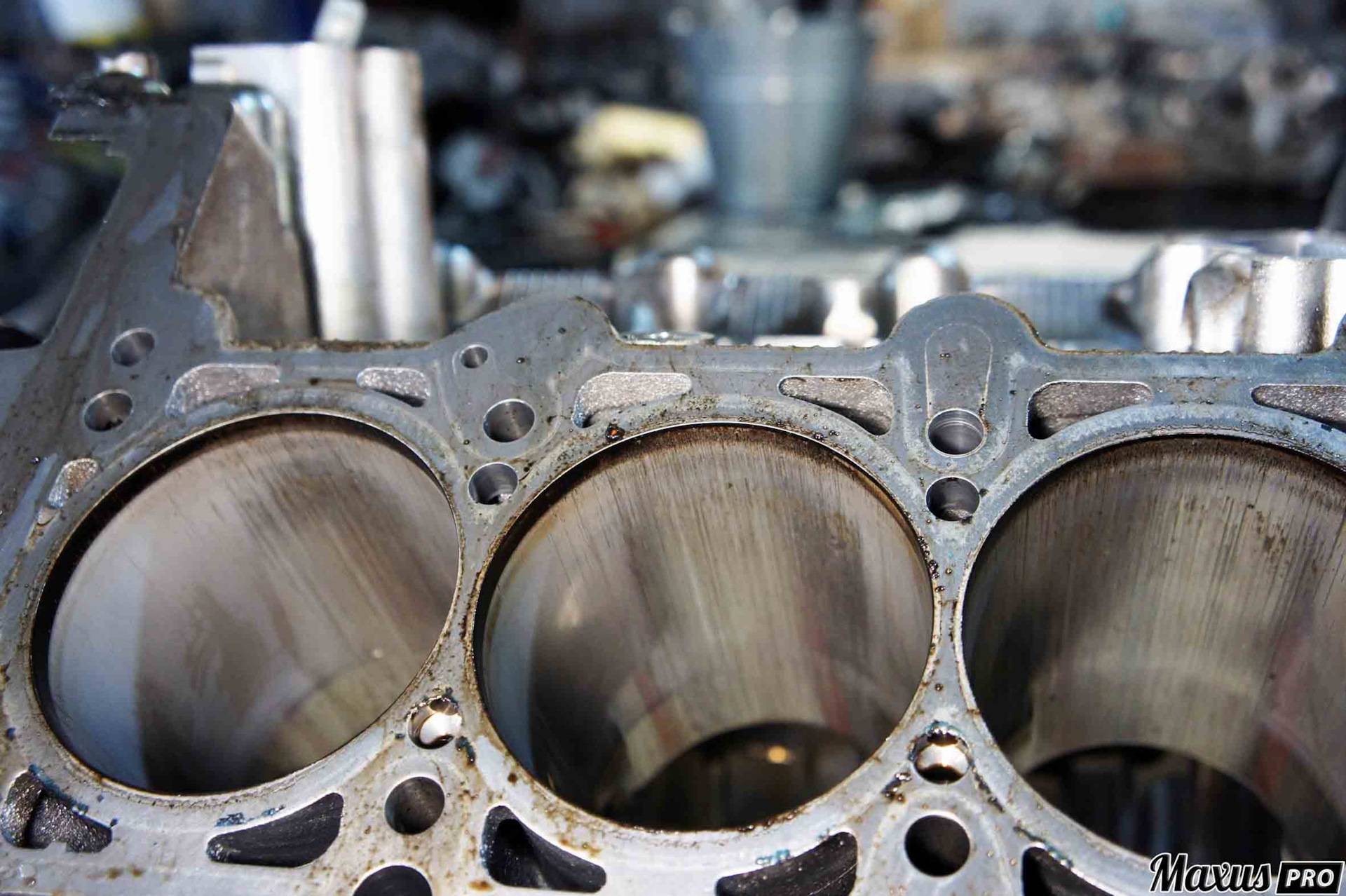
В процессе работы элементы двигателя испытывает большую нагрузку. Ведь внутри них постоянно трутся поршни. Даже самая прочная сталь со временем истирается от этого. Внутренняя поверхность «родной» гильзы из круглой превращается в овальную. Это вызывает люфт поршневых колец, которые уже прилегают не так плотно. Отработавшиеся газы и топливная смесь проникают в картер. Мощность ДВС сразу же падает, увеличивается потребление масла.
Овализация устраняется расточкой, гнёздам возвращают изначальную геометрию путём стачивания внутреннего диаметра специальным станком. Однако, если толщина полости слишком мала или есть повреждения, это не помогает. Приходится вставлять новую готовую гильзу цилиндра ДВС.
Обычно такое происходит после:
- длительной эксплуатации силового агрегата на грязном топливе;
- неправильно проведённого ремонта;
- несвоевременного прохождения ТО.
На внутренних полостях образуются каверны, неровности, задиры. Расточка возможна только при дефектах малой степени. Дальше помогает только установка вставок (диаметр гильзы цилиндра нужного размера) или общая замена гильзы блока цилиндров.
Применение съёмных втулок дало новую «жизнь» блоку ДВС. Его теперь стало возможно обновлять неограниченное количество раз. Без гильзы цилиндров автомобильного двигателя капитальный ремонт проводился бы только расточкой, которую допустимо делать не более 3-4 раз.
Что включает гильзовка блока?
Восстановление работоспособности блока цилиндров методом гильзовки применимо для любого мотора. Некоторые двигатели выходят с завода с уже гильзованными блоками цилиндров. Такие БЦ обычно выпускаются с «мокрыми» гильзами, поэтому при ремонте нужно просто заменить дефектную втулку. Если сравнивать этот ремонт с другими видами гильзовки, то он относится к достаточно простым: подбираются нужные ремонтные гильзы, установка может выполняться вручную. Как правило, замене подлежат только изношенные гильзы, потому что нет необходимости менять все втулки. Предварительно состояние гильз проверяют с помощью нутромера, после этого принимается решение о замене.
Сложнее выполнить эту операцию в негильзованных БЦ, в которых предусмотрена установка «сухих» гильз. Для чугунных блоков используют гильзы, изготовленные из легированного чугуна, а для алюминиевых — из сплавов алюминия. При этом втулки могут изготавливать по различной технологии ― необходимые добавки включаются в состав сплава для производства гильзы или на стенки цилиндров наносится покрытие с требуемыми свойствами.
Предварительно мастер возвращает правильную геометрию посадочным гнездам под втулки. Для этого перед запрессовкой втулок выполняется расточка цилиндров
Важно помнить, что при выполнении этой операции нельзя допускать каких-либо отклонений. Например, появившийся в посадочном гнезде эллипс приведет к появлению этого дефекта на поверхности втулки
Без устранения первоначального дефекта невозможно обеспечить нормальную работу поршней и колец в загильзованном цилиндре.

Для установки «сухих» гильз применяют метод горячего гильзования:
- блок цилиндров нагревают до 150°С;
- гильзу опускают в жидкий азот для охлаждения;
- потом она обрабатывается средством, которое не позволит возникнуть конденсату при установке охлажденной гильзы в нагретый БЦ;
- гильза устанавливается в посадочное гнездо.
При таком способе гильзовки обеспечивается необходимая плотность посадки втулки и нужный натяг в месте соприкосновения блока цилиндров и гильзы. Установка гильзы выполняется достаточно просто ― втулка устанавливается в посадочном гнезде под собственным весом. В некоторых случаях нужно слегка постучать по втулке молотком.
Метод запрессовки применяют при установке гильз в алюминиевый БЦ без предварительной расточки. Предварительно для этого в посадочное гнездо до запрессовки гильзы в блок наносится герметик.
При условии правильного выполнения всех действий и достижения требуемых параметров отремонтированный двигатель с загильзованным БЦ обеспечит возможность эксплуатации мотора еще не менее 100.000 км пробега
Важно только помнить, что такой пробег возможен лишь при условии своевременного технического обслуживания и эксплуатации ДВС
Изготовление требуемой гильзы (Alusil, отливка из серого чугуна)
По причине больших различий в концепциях блоков цилиндров, а также весьма трудно оцениваниемой потребности в деталях и материалах невозможно для каждого отдельного случая предложить готовые гильзы, соотв., полуфабрикаты. Каждое предприятие по ремонту двигателей, занимающееся посредственным и капитальным ремонтом алюминиевых блоков цилиндров, должно по этой причине либо изготавливать самостоятельно гильзы из алюминия или серого чугуна, либо заказывать их изготовление.
Для изготовления гильз предприятию по ремонту двигателей требуется токарный станок с достаточно большим приспособлением для зажима заготовок (изобр. 1). Из-за длины гильзы и из-за того, что, вероятнее всего, не найдётся никакого материала в виде прутка или трубы, рекомендуется при изготовлении гильз применять на токарном станке соответствующее приёмное приспособление в задней бабке (рипшайбу, центр и т.д.) (изобр. 2)
| Изображение 1 |
Алюминиевые гильзы
Для изготовления алюминиевых гильз имеются литые цилиндрические заготовки ALUSIL двух типоразмеров (изобр. 3 и 4). Состав материала данных заготовок идентичен составу первоначальных ALUSIL- блоков цилиндров. Данный материал пригоден, однако, не только для ALUSIL-6noков, но также и для ремонта блоков, изготовленных по методам LOKASIL и Silitec, а также для легированных лазером рабочих поверхностей цилиндров.
| Изображение 3 |
| Изображение 4 |
| D | d | L | п° KS |
| 85мм | 74 мм | 160мм | 89 571 190 |
| 105мм | 84мм | 160мм | 89 572 190 |
Гильзы из серого чугуна
Для изготовления требуемых гильз из серого чугуна принципиально пригодна любая мокрая или сухая гильза цилиндра, имеющая подходящий диаметр и которую можно переработать с нужной целью.
Указание
Из каталога фирмы MSI Motor Service International GmbH на компакт-диске или из Интнрнет-магазина MSI Motor Service International GmbH (адрес в Интернете стоит на обратной стороне брошюры) можно выбрать под рубрикой «Ищу по размерам» в разделе гильз подходящие гильзы из серого чугуна.
Размеры гильз, размеры натяга
Требуемые ремонтные гильзы могут быть изготовлены по нижеследующим размерам. Размеры действительны как для ALUSIL, так и для гильз из серого чугуна.
При соблюдении точной геометрии изготавливаемых гильз рекомендуется толщину стенки гильзы перед запрессовкой выдерживать как можно большей. Это означает, что гильзы только после горячей запрессовки и окончательной обработки путём сверления и хонингования приводятся к требуемой толщине стенки от 1,5 до 3 мм. Тем самым гильзы перед и после установки остаются большей частью круглыми и их можно при горячей запрессовке хорошо ввести в основное отверстие. Благодаря большей толщине материала во время горячей запрессовки остаётся несколько больше времени, пока температуры не сравняются и гильза не затвердеет. Также и измерение наружного диаметра при изготовлении гильзы точнее, чем у тонкой гильзы, которая только под давлением измерительного инструмента может деформироваться на несколько сотых долей миллиметра.
| Размер гильзы цилиндра | Заданные значения | |
| Длина гильзы | L | = Длина гильзы + 0,2 мм |
| Гильза цилиндра-наружный диаметр | = А + Х | |
| Перекрытие (размер натяга) | X | = 0,08-0,1 мм |
| Требуемая толщина стенки после | >= 1,5 мм | |
| окончательной обработки цилиндра | ||
| Максимальная толщина стенки после | 3 мм | |
| окончательной обработки цилиндра | ||
| Шероховатость поверхности на наруж- | R2 6,3 (JM | |
| ном диаметре гильзы | ||
| Шероховатость для прочих | R2 25 |JM | |
| обрабатываемых поверхностей | ||
| Допускаемая некруглость гильзы | 0,02 мм | |
| Размеры буртика гильзы | Заданные значения | |
| Диаметр буртика | ||
| Высота буртика | = С + 0,2 мм | |
| Размеры основного отверстия цилиндра | Заданные значения | |
| Диаметр основного отверстия гильзы | А | |
| Диаметр под буртик | В | |
| Высота под буртик | С | = 4-5 мм |
Изображение 1
Рекомендация
Из-за очень малого различия размеров между гильзой и основным отверстием гильзы часто происходит так, что основное отверстие бывает просверленным на несколько долей миллиметра больше, и уже изготовленная гильза оказывается, тем самым, маленькой при таком диаметре. Поэтому рекомендуется, вначале изготовить основное отверстие гильзы в блоке цилиндров, затем измерить его прибором с большой точностью для внутренних поверхностей, и только после этого точить гильзу в подходящий размер. Тем самым обеспечивается необходимое перекрытие (натяг).
Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
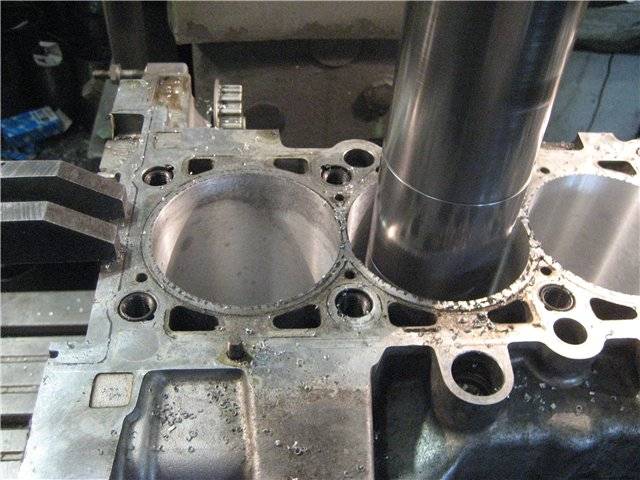
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
МЫ ОСУЩЕСТВЛЯЕМ ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место. Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.






Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ — MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого. Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей
Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора. Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.
Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Это интересно: Как устроен и для чего служит кривошипно-шатунный механизм? 7 основных неисправностей, которые могут возникнуть в его работе
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.
Алюминиевый двигатель: плюсы, минусы и особенности


В истории не осталось имя того, кто первым задумался о возможности снижении веса двигателя путем замены тяжелого чугуна более легким алюминием при изготовлении блока цилиндров. Более прочный и дешевый чугун имеет в три раза превышает вес алюминия, кроме того, он подвержен коррозии, обладает значительно меньшей теплопроводностью. Известно, что к 30-м годам прошлого века в некоторых гоночных автомобилях применялся двигатель из алюминия, который содержал мокрые чугунные гильзы, которые от корпуса блока разделяла охлаждающая жидкость. В середине прошлого столетия такая конструкция начала применяться в автомобильной промышленности (как пример, мотор Москвича-412), однако полностью вытеснить чугун не удалось, так как конструкция была сложной технологически и обладала рядом недостатков, среди них:
Низкая жесткость блока. Повышенная нагрузка на гильзы. Склонность к «продуванию» прокладки.
Однако к 2005 г. уже половина автомобилей имела алюминиевые блоки цилиндров, и с каждым годом их количество стремительно растет.
Особенности чугунного блока цилиндров
У большинства двигателей блок цилиндров отливают из серого легированного чугуна, который затем подвергают механической обработке. Чугун, в частности, легированный, отличается высокой прочностью и имеет низкий коэффициент трения между материалами, из которых изготовлены поршневые кольца и поршни. Как положительным является тот факт, что чугунные стенки цилиндров отличаются более высокой износостойкостью.
Чтобы улучшить динамику автомобиля мировые производители ищут пути уменьшения веса за счет его составляющих, в том числе и двигателя. Сегодня у многих современных автомобилях стоит алюминиевый блок цилиндров двигателя. Алюминий, кроме своего небольшого веса, никаких других особых преимуществ перед чугуном не имеет.
Особенности алюминиевого двигателя
Алюминиевые сплавы значительно мягче чугуна, поэтому для придания блоку необходимой жёсткости,его несущие стенки делают более толстыми, добавляют для жёсткости ребристую систему. Алюминий обладает более высоким коэффициентом температурного расширения, это требует более строгого контроля за зазорами между деталями двигателя.
Чтобы снизить коэффициент трения, которое возникает между алюминиевым блоком и поршнями, последние покрывают тонким слоем железа.
Плюсы алюминиевых блоков цилиндров
Алюминиевые блоки цилиндров выдерживают температурный режим до +150-200 °C. Теплопроводность алюминиевых сплавов в три раза выше чугунных, это способствует более эффективной работе системы охлаждения двигателя
Очень важно подобрать алюминиевый сплав для блока цилиндров. Он должен соответствовать многим техническим требованиям, среди них:. Низкая стоимость
Отличные литейные свойства. Хорошая обрабатываемость резанием. Невосприимчивость к повышенным температурам
Низкая стоимость. Отличные литейные свойства. Хорошая обрабатываемость резанием. Невосприимчивость к повышенным температурам.
Чаще всего применяются сплавы, не отвечающие жестким требованиям по примесям и загрязнениям, но которые достаточно приблизились к требованиям, предъявляемым для сплавов из первичного алюминия.
Недостатки алюминиевых двигателей
Известно, что алюминиевые сплавы, применяемые для изготовления блоков цилиндров, обладают недостаточной твердостью и износостойкостью, поэтому в блоках цилиндров широко применяются чугунные втулки. Чаще всего чугунные втулки устанавливают посредством их помещения в литейную форму блока перед заливкой. Чугунные втулки могут также устанавливаться путем горячей запрессовки. Чтобы создать прочную и износостойкую поверхность скольжения блока цилиндров используют различные методы напыления: плазменные, термические, электродуговые и др.
Неремонтопригодный блок цилиндров: что нужно знать
Разобравшись с тем, что значит гильзованный двигатель и зачем нужна установка гильз, давайте рассмотрим дальнейшее развитие технологий производства алюминиевых блоков. Вполне очевидно, что решение отказаться от чугуна и установки гильз позволяет упростить и удешевить процесс, исключить сложную запрессовку гильзы, отливку блока вокруг «стакана» и т.д.







Параллельно цельный блок из алюминия означает, что больше нет необходимости принимать в расчет температурные характеристики двух разных металлов (чугун и алюминий), позволяя добиться лучшего охлаждения цилиндров.
Так появился безгильзовый алюминиевый блок цилиндров. Первые серийные образцы можно было встретить еще в 1971 г. В основе лежал алюминиевый сплав, в который добавлялся кремний (около 17%). В двух словах, зеркало цилиндра резко и сильно охлаждали, в результате происходила кристаллизация кремния в зоне охлаждения. Далее зону упрочнения также обрабатывали кислотами, чтобы удалить остатки алюминия на молекулярном уровне.
Результатом стала твердая стенка, по которой жесткие поршневые кольца могли свободно работать без риска повреждения зеркала цилиндра (так же, как и в чугунном блоке). Далее этот метод получил развитие. Также появились гильзы из алюминия, которые специально насыщали кремнием.
Во всех случаях алюминиевые блоки склонны сильно повреждаться от механического воздействия, в результате образуются серьезные задиры. Дело в том, что под прочным кремниевым слоем, который при этом весьма тонкий, все равно остается достаточно мягкий алюминий.
Кстати, еще одним витком эволюции стала технология упрочнения стенок цилиндра путем гальванического нанесения никеля и карбида кремния под названием Nikasil. Владельцы моделей BMW и Audi хорошо знакомы с такими блоками. Компания БМВ затем пошла еще дальше, выпустив двигатель, который имел алюминиевые упрочненные гильзы, а остальные элементы были выполнены из магниевого сплава. Такой сплав позволил сделать двигатель еще более легким.
Сегодня также постоянно ведутся работы над созданием более совершенных технологий по нанесению упрочняющего покрытия. Например, лазерное легирование кремнием, технология плазменного напыления составов с железом, создание на стенках прочного покрытия из титана и т.д.
Недостатки блока цилиндров из алюминия
С учетом того, что современные технологии шагнули далеко вперед, автопризводители немедленно заявили о том, что двигатели стали не только легче, но и получили увеличенный ресурс. Теоретически так и должно было быть, однако на практике все оказалось несколько иначе.
Прежде всего, хотя кремниевое покрытие или никель тверже и прочнее чугуна, такие блоки все равно очень быстро изнашивались. Например, многие хорошо помнят ситуацию с моторами BMW M52 или M60, которые отличались сильным износом даже не к 100 тысячам пробега, а уже к 60-70 тыс.
Если же говорить об общем ресурсе моторов с алюминиевыми блоками цилиндров различных производителей, на деле ресурс составляет, в среднем, около 300 тыс. км. При этом на данный показатель не особенно влияет сама технология упрочнения цилиндров, а также объем двигателя, его тип и т.д.
Другими словами, форсированный двигатель V8 на дорогом Porsche выйдет из строя уже к 300 тыс. км, при этом простые чугунные блоки или алюминиевые блоки с гильзой из чугуна на моторах с рабочим объемом 1.6-1.8 литра вполне способны отходить 400-450 тыс. км.
При этом рассчитывать даже на такой скромный ресурс можно только с учетом того, что владелец придерживается рекомендованных межсервисных интервалов, использует качественное моторное масло, которое подходит по всем допускам и рекомендациям, заливает хорошее топливо и эксплуатирует двигатель в режимах умеренных нагрузок.
Если говорить о поломках, алюминиевый блок может немедленно выйти из строя без возможности восстановления в случае непредвиденной поломки (например, сломались поршневые кольца и т.д.). При этом замена блока цилиндров обойдется достаточно дорого (в зависимости от марки и модели стоимость замены блока на новую деталь может составлять около 25-30 % от стоимости всего подержанного авто и больше). Вполне очевидно, что небольшой ресурс ЦПГ может обернуться серьезными проблемами для владельца после покупки автомобиля с пробегом на вторичном рынке.
Недостатки алюминиевых двигателей
Известно, что алюминиевые сплавы, применяемые для изготовления блоков цилиндров, обладают недостаточной твердостью и износостойкостью, поэтому в блоках цилиндров широко применяются чугунные втулки. Чаще всего чугунные втулки устанавливают посредством их помещения в литейную форму блока перед заливкой. Чугунные втулки могут также устанавливаться путем горячей запрессовки. Чтобы создать прочную и износостойкую поверхность скольжения блока цилиндров используют различные методы напыления: плазменные, термические, электродуговые и др.
Алюсил? Не, не слышал
Сам по себе алюминий – металл достаточно мягкий, – это знают все, кто гнул в детстве бабушкины алюминиевые вилки. И даже прочности его сплавов, которые используются в автомобилестроении, недостаточно для использования на поверхности цилиндра – он попросту не выдержит трения поршневых колец.
Но соблазн использовать цельноалюминиевый мотор слишком велик. Масса алюминиевого блока в разы меньше, чем у чугунного, он лучше прогревается, у него меньше напряжения в сопряжении блока и головки цилиндров. Казалось бы, запрессовать чугунные гильзы в алюминий и успокоиться, но и тут есть сложности.
Так называемая «мокрая» посадка гильзы, как на моторах ЗМЗ V8, не обеспечивает достаточной жесткости и не технологична, а «сухая» гильза, которую заливают в блок на этапе отливки или штамповки, обходится дорого. И в любом случае чугун ухудшает теплопередачу и тепловой зазор приходится оставлять большим из-за разного коэффициента расширения металлов. А новые требования к моторам заставляют искать способы уменьшения зазоров в цилиндрово-поршневой группе для усовершенствования работы «на холодную» и улучшения экологичности.
Зачем и когда моторы начали гильзовать
Итак, гильзованный мотор появился для того, чтобы добиться снижения веса двигателя. Если просто, снизить вес стало возможным благодаря тому, что при изготовлении блока цилиндров начал использоваться алюминий, а не чугун.
Дело в том, что чугун даже с учетом его прочности и дешевизны в три раза тяжелее алюминия, также отличается склонностью к образованию коррозии, имеет меньшую теплопроводность. В результате чугунные блоки требуют лучшего охлаждения, в систему необходимо заливать большее количество антифриза и т.д.
Далее к середине 50-х аналогичная конструкция стала использоваться не только в автоспорте, но и на конвейере. Однако в те годы полностью вытеснить чугун не удалось по причине технологической сложности процедуры гильзования, а также с учетом сниженной жесткости блока, высоких нагрузок на гильзы, быстрому прогару прокладки БЦ даже при незначительных перегревах.
К началу 1970-х стала активно использоваться практика установки в блок из алюминия «сухой» гильзы. Такая гильза вставлена в блок, при этом каналы для антифриза в данной области отсутствуют. При этом запрессовка разогретой чугунной гильзы в более мягкий алюминий является сложным процессом.
Еще алюминий и чугун имеют разный коэффициент температурного расширения, в результате чего возможно появление зазора между блоком и самой гильзой после выхода ДВС на рабочие температуры. Однако плюсом стала жесткость такого цилиндра. При этом показатель жесткости был не лучше, чем у чугуна, зато достигалось существенное снижение веса блока.
Прочность была повышена, однако такие гильзы нельзя выпрессовать из блока для замены, подбора ремонтного размера и т.д. Другими словами, официально гильзованный по данной технологии блок стал непригодным для ремонта, то есть началась эра одноразовых моторов. Затем многие производители и вовсе отказались от чугунных гильз в алюминиевом блоке цилиндров.
Какие двигатели принимают на лом алюминия?
Лом моторного алюминия – ценное вторсырье, после переработки используется не только в автопроме, но и в различных сферах промышленности, народного хозяйства. На утилизацию принимают двигатели:
- легковых, грузовых машин, спецтехники;
- катеров, лодок, других плавсредств.
Типы двигателей, пригодных для сдачи в приемку, условно классифицируют по следующим характеристикам:
| Способу возбуждения | Предназначению | Степени защиты | Характеру тока |
| Синхронные. Устанавливаются на агрегаты, где независимо от приложенной нагрузки важна постоянная скорость вала. | Общепромышленные, распространены во всех сферах промышленности. | Закрытые, помещенные в защитную оболочку. Короб защищает внутренние механизмы от пыли, влаги, агрессивных воздействий. | Постоянного тока, простые, маневренные. Они отличаются компактными размерами, высоким КПД |
| Асинхронные, более простые, надежные, дешевые. Предназначены для бытовых и промышленных приборов, агрегатов. | Крановые, устанавливаются на портальных, мостовых, башенных кранах. | Защищенные, с заслонкой, сеткой. Защита исключает вероятность попадания внутрь посторонних предметов. | Переменного тока, привлекающие надежностью, простотой конструкции. Они дешевле в цене, обслуживании, обладают высокой степенью защиты. |
| Высоковольтные, супермощные, незаменимы для промышленных сетей вольтажом 6000-10000 В. | Взрывозащитные, со взрывоопасным корпусом, защищающим от пожара. | ||
| Встроенные, без оболочки, устанавливаются непосредственно в механизм. |
Свойства и характеристики моторного алюминия
Автомобильный металл идет на производство корпусов, головок и поршней блоков цилиндров. Здесь используют моторно-картерный алюминий, сплав, называемый силумин. Маркируется данный лом А-5-2, процент засора определяется согласно ГОСТ.
При выпуске плавсредств применяются сплавы марок АМг3, АМг5, АМц, АМг4,5, АМг61. Автомобильным ломом также считается вторсырье, получаемое после утилизации теплообменников и мясорубок. Изделия выпускают из силуминов марки А-5-2.
В автомобилестроении используются два вида сплавов на базе Al: литейные и деформируемые. Первые по химическому составу делятся на пять групп, где основной компонент соединяют с:
- кремнием;
- магнием;
- медью;
- кремнием и медью;
- цинком, железом, никелем.
Двойные силумины с магнием устойчивы к коррозии, механическая прочность повышается за счет термической обработки. Составы с медью обладают аналогичными качествами, но лучше пор механическим свойствам, возможностям обработки, жаропрочности. Силумины с никелем и медью имеют повышенную жаропрочность, низкое термическое расширение. Из них производят поршневые группы.
Самый распространенный в автопроме деформируемый сплав – дуралюмин, где Al соединяют с медь, магнием, марганцем и сплавами.
Свойства автомобильного моторного металла, его сплавов:
a) обладают повышенной прочностью при высоких температурах;
b) имеют скрытую теплоту плавления, высокий коэффициент расширения;
c) защищены от внешних воздействий тугоплавкой пленкой окислов;
d) отличаются повышенной теплопроводностью;
e) отличаются хорошими литейными свойствами, просты в резке, обработке.
Недостаток веществ – сложность при сплавляемости, значительная усадка исходника после остывания, склонность к порообразованию. Восстановление деталей из алюминиевых сплавов возможно путем аргоновой, газовой, электродуговой сварки.



Технология гильзовки
Гильзование блока цилиндра можно провести на любом моторе. Возможна изначальная заводская гильзовка блока цилиндров, при которой стоит использовать мокрую гильзу, а изношенные втулки заменяются на новые. Такой вид ремонта нельзя назвать сложным, поскольку доступна ручная замена путем подбора готовых гильз. В одновременной замене втулок сразу во всех цилиндрах чаще всего нет никакой необходимости, а чтобы в этом убедиться, необходимо воспользоваться нутромером. Данный инструмент позволит провести диагностику каждой гильзы в блоке и заменить только изношенные.
При выборе технологии ремонта стоит ориентироваться на вид гильз, а выбирать придётся между горячим гильзованием и запрессовкой. Помните, что чугунные гильзы подходят для блоков из того же материала, а гильзовка алюминиевого блока цилиндров осуществляется только путем установки гильзы из сплавов этого металла.
Предварительные работы выглядят следующим образом:
Необходимо провести расточку цилиндра, если речь не идёт о цилиндре из галникала
На данном этапе очень важно выдержать необходимую форму паза.
Хонингование пазов является следующим шагом, по завершению которого можно приступать непосредственно к гильзованию.

Метод горячего гильзования
Горячее гильзование блока цилиндра подходит для работы с сухими гильзами и предполагает реализацию следующих этапов:
- Нагревание блока цилиндров до 150 градусов.
- Охлаждение гильзы с помощью жидкого азота и её дальнейшая обработка специальным средством, благодаря которому установка холодной втулки в горячий блок не вызовет образование конденсата.
- Установка втулки в посадочное гнездо.
В плане качества такой метод считается наиболее подходящим, поскольку посадка получается плотной, а в зоне соприкосновения гильзы с блоком достигается необходимое натяжение. Под тяжестью собственного веса втулка без труда попадает в гнездо, в крайних случаях необходимо легко постучать молотком.

Метод запрессовки
Запрессовка актуальна в тех ситуациях, когда перед установкой втулок алюминиевый блок не растачивался. Ключевое отличие заключается в предварительном нанесении герметика в посадочное гнездо, далее втулка подвергается запрессовке в блок.
Мастера категорически против установки сухих гильз таким методом, поскольку допустимое значение натяга не должно превышать 0,05 мм. Процесс запрессовки с высокой долей вероятности может исказить форму гильзы, поэтому её толщина часто достигает 4 мм. Данный метод также может спровоцировать искажение гильзы непосредственно во время работы двигателя, поскольку внутри может присутствовать остаточное напряжение.