

Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Как выбрать поршневые кольца: защита от подделки
В процессе подбора деталей необходимо в обязательном порядке придерживаться ряда правил и советов, которые помогут избежать приобретения поддельных запчастей. Начнем с того, что запчасти-заменители производства известных брендов не должны иметь слишком низкую стоимость по сравнению с оригинальными деталями.
Для изготовления качественной продукции производитель должен использовать качественные материалы и задействовать современные технологии производства. Перед поиском неоригинальных заменителей рекомендуется предварительно ознакомиться со стоимостью аналогичных оригинальных запчастей.
Поршневые кольца должны быть упакованы в фирменную упаковку. Сама коробка должна быть аккуратно склеена. Надписи на коробке должны иметь четкий и одинаковый шрифт, штампы, голограммы (при известном факте использования такой защиты на оригинальной упаковке). Фасуют детали в небольшие пакеты из полиэтилена, укладывая по три кольца.
На указанном пакете должны присутствовать следующие обозначения:
- номер комплекта;
- модель двигателя;
- размер поршневых колец;
Косвенным признаком также является общее количество пакетов с кольцами. Это количество должно соответствовать количеству цилиндров конкретного двигателя, для ремонта которого предназначен данный ремкомплект.
Еще перед покупкой рекомендуется подробно осмотреть расширительные пружины. Указанные пружины должны быть с переменным шагом витков, а также обладать отшлифованной поверхностью в области торцов и наружного диаметра. Отсутствие таких признаков может указывать как на низкое качество изготовления деталей, что сильно отразится на сроке службы, так и на подделку.
Не лишним будет провести проверку профиля и высоты выступов. Если выступы минимальны или полностью отсутствуют, тогда кольца могут являться не новыми, а бывшими в употреблении. Для надежности воспользуйтесь микрометром, чтобы определить номинальный и ремонтный размер колец.
Во время подбора компрессионных колец тактильно прощупайте фаску, которая находится на одной или обеих сторонах по наружному диаметру кольца. На изделиях низкого качества указанные фаски отсутствуют. На качественных кольцах также просматриваются торцы, которые по оттенку светлее и имеют слегка закругленную форму.
Хромированные поршневые кольца и кольца без такого покрытия по цвету идентичны, но вариант с нанесенным хромом отличается от аналога без хрома особыми выступами. На кольцах без покрытия такие выступы несимметричны. Наличие хрома также придает компрессионным кольцам характерный матовый оттенок, в то время как поршневые кольца без хрома имеют стальной отблеск.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность. Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца. Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна. Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления. Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
Плоские стопорные кольца поршневого пальца
Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.









Смазка шарнирного соединения поршневого пальца с поршнем. Масло поступает по специальным масляным каналам от маслосъёмных поршневых колец.
Обкатка двигателя после замены поршневой
Замена поршневой группы всегда сопровождается обкаткой или проверкой работоспособности двигателя. Делается это просто — мотор запускается на холостых оборотах. Если в течение 5-10 минут работы нет спада оборотов и других признаков нестабильности, проводится обкатка на 2-3 тыс. километров (дизельные агрегаты обкатываются не менее 8-10 тыс. км). Желательно проводить её на третьей скорости. Перед обкаткой рекомендуется проверить состояние АКБ — она должна быть заряженной на 90-100%. И самое главное — первые 300 км рекомендуется преодолеть за один заезд по загородной трассе!
Совет, как избежать проблем во время первого заезда. Двигатель авто после замены поршневой нужно хорошо прогреть, а для этого лучше сделать так. Сначала дать ему поработать на холостых оборотах до 80 градусов. Затем остановить мотор, дать остыть до 40 градусов. Снова запустить на ХХ, дав прогреться до 80°. Процедуру повторить 8-10 раз.
- сильно нагружать автомобиль — например, сажать пассажиров или брать на буксир;
- резко ускоряться;
- ехать в гору;
- повышать обороты выше 3000/мин;
- тормозить двигателем;
- передвигаться на пониженных оборотах;
- ездить на недостаточно прогретом моторе.
Что даёт обкатка. Она позволяет новым деталям мотора после замены поршневой без лишних перегрузок приработаться. На СТО обкатка часто проводится посредством стенда. К двигателю машины после замены поршневой подключается электродвигатель, который и «притирает» его. В домашних условиях это делается прямо на машине, описанным выше способом.
Маркировка поршней ВАЗ
По статистике, маркировкой ремонтных поршней чаще всего интересуются владельцы или мастера по ремонту двигателей автомобилей ВАЗ. Далее приведем информацию по различным поршням.
ВАЗ 2110
Для примера возьмем двигатель автомобиля ВАЗ-2110. Чаще всего в данной модели используются поршни с маркировкой 1004015. Изделие производится непосредственно на ОАО «АвтоВАЗ». Краткая техническая информация:
- номинальный диаметр поршня — 82,0 мм;
- диаметр поршня после первого ремонта — 82,4 мм;
- диаметр поршня после второго ремонта — 82,8 мм;
- высота поршня — 65,9;
- компрессионная высота — 37,9 мм;
- рекомендованный зазор в цилиндре — 0,025…0,045 мм.
Непосредственно на корпусе поршня может быть нанесена дополнительная информация. Например:
- «21» и «10» в районе отверстия под палец — обозначение модели изделия (другие варианты — «213» обозначает двигатель ВАЗ 21213, а к примеру, «23» — ВАЗ 2123);
- «ВАЗ» на юбке с внутренней стороны — обозначение производителя;
- буквы и цифры на юбке с внутренней стороны — специфическое обозначение литейного оборудования (расшифровать его можно с помощью документации производителя, но в большинстве случаев эта информация бесполезна);
- «АЛ34» на юбке с внутренней стороны — обозначение литейного сплава.
Основные маркировочные символы, наносимые на днище поршня:
- Стрелка — это маркер ориентации, указывающий направление в сторону привода распределительного вала. На так называемых «классических» моделях ВАЗ иногда вместо стрелки можно встретить букву «П», что означает «перед». Аналогично, тот край, где изображена буква, нужно направлять в сторону движения машины.
- Один из следующих символов — A, B, C, D, E. Это маркеры класса диаметра, показывающие отклонение в значении по наружному диаметру. Далее приведена таблица с конкретными значениями.
- Маркеры группы массы поршня. «Г» — нормальная масса, «+» — увеличенная на 5 грамм масса, «-» — уменьшенная на 5 грамм масса.
- Одна из цифр — 1, 2, 3. Это маркер класса отверстия поршневого пальца, определяет отклонение по диаметру отверстия под поршневой палец. В дополнение к этому имеется цветовое обозначение данного параметра. Так, краска наносится на внутреннюю сторону днища. Синий цвет — 1 класс, зеленый цвет — 2 класс, красный цвет — 3 класс. Далее приведена дополнительная информация.
Для ремонтных поршней ВАЗ также существуют два отдельных обозначения:
- треугольник — первый ремонт (диаметр увеличен на 0,4 мм от номинального размера);
- квадрат — второй ремонт (диаметр увеличен на 0,8 мм от номинального размера).
Обратите внимание, что для различных марок машин (в том числе для разных двигателей) значение отличия ремонтных поршней нужно смотреть в справочной информации
ВАЗ 21083
Другим популярным «ВАЗовским» поршнем является 21083-1004015. Он также производится на ОАО АвтоВАЗ. Его технические размеры и параметры:
- номинальный диаметр — 82 мм;
- диаметр после первого ремонта — 82,4 мм;
- диаметр после второго ремонта — 82,8 мм;
- диаметр поршневого пальца — 22 мм.
Он имеет аналогичные обозначения, что и ВАЗ 2110-1004015. Остановимся немного подробнее на классе поршня по наружному диаметру и классе отверстия под поршневой палец. Соответствующая информация сведена в таблицы.
| Класс поршня по наружному диаметру | A | B | C | D | E |
|---|---|---|---|---|---|
| Диаметр поршня 82,0 (мм) | 81,965-81,975 | 81,975-81,985 | 81,985-81,995 | 81,995-82,005 | 82,005-82,015 |
| Диаметр поршня 82,4 (мм) | 82,365-82,375 | 82,375-82,385 | 82,385-82,395 | 82,395-82,405 | 82,405-82,415 |
| Диаметр поршня 82,8 (мм) | 82,765-82,775 | 82,775-82,785 | 82,785-82,795 | 82,795-82,805 | 82,805-82,815 |
Интересно, что модели поршней ВАЗ 11194 и ВАЗ 21126 выпускаются только в трех классах — A, B и C. При этом размер шага соответствует 0,01 мм.
Таблица соответствия моделей поршня и моделей двигателя (марки) автомобилей ВАЗ.
| Модель двигателя ВАЗ | Модель поршня | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2101 | 21011 | 2105 | 21213 | 2123 | 2108 | 21083 | 2110 | 2112 | 21124 | 21126 | 21128 | 11194 |
| 2101 | ||||||||||||
| 21011 | ||||||||||||
| 2103 | ||||||||||||
| 2104 | ||||||||||||
| 2105 | ||||||||||||
| 2106 | ||||||||||||
| 21073 | ||||||||||||
| 2121 | ||||||||||||
| 21213 | ||||||||||||
| 21214 | ||||||||||||
| 2123 | ||||||||||||
| 2130 | ||||||||||||
| 2108 | ||||||||||||
| 21081 | ||||||||||||
| 21083 | ||||||||||||
| 2110 | ||||||||||||
| 2111 | ||||||||||||
| 21114 | ||||||||||||
| 11183 | ||||||||||||
| 2112 | ||||||||||||
| 21124 | ||||||||||||
| 21126 | ||||||||||||
| 21128 | ||||||||||||
| 11194 |
Отверстия под поршневой палец:
| Класс отверстия под поршневой палец | 1 | 2 | 3 |
|---|---|---|---|
| Диаметр отверстия под поршневой палец(мм) | 21,982-21,986 | 21,986-21,990 | 21,990-21,994 |
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно. Установите палец на приспособление
Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту
Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Причины износа поршневой группы
Постоянная эксплуатация машины неминуемо приводит к повреждениям ПГ. Как и любые другие элементы силового агрегата, поршни изнашиваются по причине устаревания или из-за перегрева, вызванного нарушением процесса сгорания.
Чем вызывается износ днища поршня?
Задиры на днище поршня образуются по причине засорения или деформации масляной форсунки, установки элементов с другими размерами, неисправности в системе охлаждения.
На поршнях подержанных машин часто заметны следы от ударов. Вызываются они чересчур большим выступом поршня или неправильной подгонкой торцевой стороны ГБЦ. Это же происходит из-за отложений моторного масла на головке элемента, необычно узким зазором в клапанном приводе и неправильной установкой фаз ГРС.
Повреждения также определяются по наплывам металла на элементах. Такое происходит при неисправном инжекторе — количество впрыска определяется в этом случае системой неверно. Это же укажет на недостаточное сжатие, позднее или ранее зажигание.
Если на днище поршня и в полости камеры сгорания наблюдаются трещины, это свидетельство неисправной форсунки или недостаточной компрессии. Подобное также возможно при неграмотной чиповке двигателя, когда за счёт модернизации пытаются увеличить мощность агрегата.
Причины повреждения колец
Как правило, это случается из-за эрозии материала в зоне колец, вызванного неправильной установкой, избытком горючего в камере сгорания, нарушением теплового зазора между поршнем и его цилиндром. Такое же происходит при сильном осевом истирании канавки поршней и вибраций.
Другая причина — радиальный износ, связанный с приготовлением смеси. Любое нарушение процесса сгорания топлива, а также недостаточное давление сжатия приводят к такой неисправности.









Осевой износ возможен и в результате банального загрязнения, когда частички сажи прилипают в канавке из-за недостаточного фильтрования. Это могут быть опилки, остатки после струйной очистки или любые другие продукты истирания.
Отчего повреждается юбка поршня?
Несколько причин способствуют этому — деформация шатуна, криво установленные цилиндры, чрезмерный люфт шатунного подшипника. В этих случаях на юбке образуется асимметричное, чётко различимое пятно.
Возможны также задиры под углом 45 градусов и другие следы трения, вызванные чрезмерно тесной посадкой пальца или ошибкой при установке шатуна горячего прессования. Причиной также называют малый процент сжатия, перебои в зажигании, разбавление масла бензином.
Основные признаки, указывающие на выработку ресурса:
- синий цвет выхлопа;
- активный нагар свечей зажигания;
- падение мощности ДВС;
- неустойчивая работа агрегата на нейтральных оборотах — быстро определяется по сильным вибрациям ручки КПП.
И, конечно, самый главный признак — повышенный расход моторного масла.
Какие инструменты нужны для замены поршней
Следующий набор инструментов обязателен для проведения замены поршневой двигателя:
- гаечные ключи;
- тяжёлый молоток;
- съёмник поршневых колец, представляющий собой щипцы — если такого приспособления нет, можно использовать обычную тонкую отвёртку с плоским жалом;
- тиски;
- горелка;
- микрометрический нутромер;
- динамометрический ключ;
- направляющая втулка и оправка с ручкой и резьбовым отверстием на конце специального или самодельного исполнения — можно выточить на токарном станке;
- выколотка под размер пальца поршня — должна заходить внутрь отверстия;
- напильник;
- деревянные бруски;
- трещотка с головками различного размера.
Безусловно, надо подготовить новый комплект поршней
Рекомендуется обратить внимание на качество колец и внешний вид упаковки — наименование изготовителя, материал. На кольцах должна иметься маркировка, указывающая на верхнюю сторону
В целях максимального увеличения ресурса поршней на юбки изделий наносят антифрикционное покрытие. Например, подходит такой вариант — твёрдая смазка Modengy.
Фото
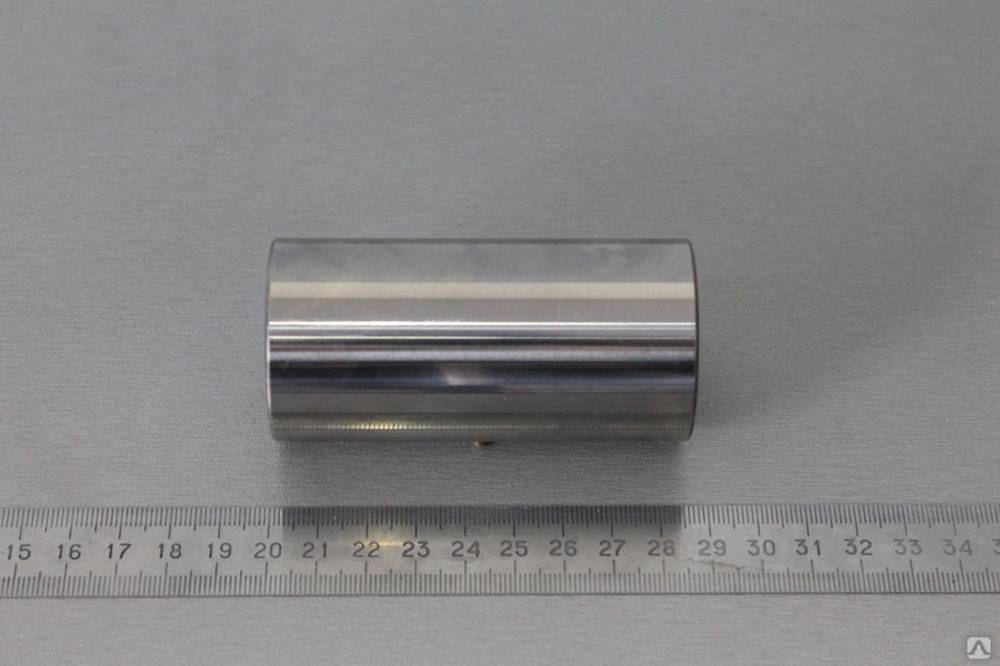
Подробнее о технологии Разработана технология повышения износостойкости поршневых пальцев, служащих осью в шарнирном соединении поршня с шатуном, в автомобильных, тракторных двигателях, поршневых компрессорах и других устройствах. Вследствие изменения величины и направления давления поршневой палец прилегает попеременно то к одним, то к другим сторонам отверстий в бобышках поршня. При этом он перемещается на расстояние, равное величине зазора в направлении действия давления (плавающий палец). Рабочая поверхность поршневых пальцев функционирует в условиях трения металл по металлу в условиях смазки. Основной механизм износа поршневых пальцев – усталостные разрушения.
Примеры применения финишного плазменного упрочнения на практике
Услуги Применение Оборудование
В качестве материала для поршневых пальцев применяют стали 45, 45ХА с последующей их закалкой на глубину 1-1,5 мм, стали 15Х, 15 с последующей цементацией и закалкой на глубину 0,5-1,5 мм. Термическая обработка поршневых пальцев должна обеспечивать твердость рабочей поверхности HRC 58-65 при твердости сердцевины не менее HRC 32-40. Поршневые пальцы для высоконагруженных двигателей изготовляются из легированных цементируемых сталей 12Х2Н4А и12ХНЗА,15ХМА и др. Параметр шероховатости поверхности поршневых пальцев Ra должен быть не более 0,16 мкм.
С целью максимального повышения износостойкости поршневых пальцев, уменьшения шума, достижения максимально возможной долговечности двигателя предлагается использовать технологию ФПУ с нанесением на наружную поверхность поршневых пальцев тонкопленочного алмазоподобного покрытия.
ФПУ обеспечивает повышенные трибологические характеристики – износостойкость и минимальный коэффициент трения, а также является эффективным методом повышения усталостной прочности.
Что такое поршень?
Можно даже сказать, что это основа всей системы. Именно с его помощью создается давление в цилиндрах, а при взрыве топливовоздушной смеси он смещается в нижнее положение и приводит в движение коленчатый вал. Изготавливаются поршни из сплавов на основе алюминия. В верхней части имеются канавки для колец – компрессионных и маслосъемного. Назначение их понятно из названий: первые необходимы для создания давления, а вторые – для снятия масляной пленки с внутренней поверхности цилиндра. Именно с их помощью цилиндро-поршневая группа нормально функционирует.
Примерно в середине, чуть ниже колец, находится палец, с помощью которого производится установка поршня на шатун. В некоторых автомобилях в целях безопасности двигателя во время обрыва ремня ГРМ применяются поршни, в верхней части которых, обращенной в сторону клапанов, сделаны выемки. При разрыве ремня коленчатый вал продолжает перемещать все поршни, а клапаны падают в нижнее положение. Результат – сильнейшие удары тарелок клапанов о поверхность поршней. Выемки позволяют избежать этого.
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Принцип работы цилиндро-поршневой группы
Современные двигатели внутреннего сгорания оснащены блоками, в которые входят от 1 до 16 цилиндров – чем их больше, тем мощнее силовой агрегат.
Внутренняя часть каждого цилиндра – гильза – является его рабочей поверхностью. Внешняя – рубашка – составляет единое целое с корпусом блока. Рубашка имеет множество каналов, по которым циркулирует охлаждающая жидкость.
Внутри цилиндра находится поршень. В результате давления газов, выделяющихся в процессе сгорания топливно-воздушной смеси, он совершает возвратно-поступательное движения и передает усилия на шатун. Кроме того, поршень выполняет функцию герметизации камеры сгорания и отводит от нее излишки тепла.
Поршень включает следующие конструктивные элементы:
- Головку (днище)
- Поршневые кольца (компрессионные и маслосъемные)
- Направляющую часть (юбку)
Бензиновые двигатели оснащены достаточно простыми в изготовлении поршнями с плоской головкой. Некоторые модели имеют канавки, способствующие максимальному открытию клапанов. Поршни дизельных двигателей отличаются наличием на днищах выемок – благодаря им воздух, поступающий в цилиндр, лучше перемешивается с топливом.
Кольца, установленные в специальные канавки на поршне, обеспечивают плотность и герметичность его соединения с цилиндром. В двигателях разного типа и предназначения количество и расположение колец могут отличаться.
Чаще всего поршень содержит два компрессионных и одно маслосъемное кольцо.
Компрессионные (уплотняющие) кольца могут иметь трапециевидную, бочкообразную или коническую форму. Они служат для минимизации попадания газов в картер двигателя, а также отведения тепла от головки поршня к стенкам цилиндра.







Верхнее компрессионное кольцо, которое изнашивается быстрее всех, обычно обработано методом пористого хромирования или напылением молибдена. Благодаря этому оно лучше удерживает смазочный материал и меньше повреждается. Остальные уплотняющие кольца для лучшей приработки к цилиндрам покрывают слоем олова.
С помощью маслосъемного кольца поршень, совершающий возвратно-поступательные движения в гильзе, собирает с ее стенок излишки масла, которые не должны попасть в камеру сгорания. Через дренажные отверстия поршень «забирает» масло внутрь, а затем отводит его в картер двигателя.
Направляющая часть поршня (юбка) обычно имеет конусную или бочкообразную форму – это позволяет компенсировать неравномерное расширение поршня при высоких рабочих температурах. На юбке расположено отверстие с двумя выступами (бобышками) – в нем крепится поршневой палец, служащий для соединения поршня с шатуном.
Палец представляет собой деталь трубчатой формы, которая может либо закрепляться в бобышках поршня или головке шатуна, либо свободно вращаться и в бобышках, и в головке (плавающие пальцы).
Поршень с коленчатым валом соединяется шатуном. Его верхняя головка движется возвратно-поступательно, нижняя вращается вместе с шатунной шейкой коленвала, а стержень совершает сложные колебательные движения. Шатун в процессе работы подвергается высоким нагрузкам – сжатию, изгибу и растяжению – поэтому его производят из прочных, жестких, но в то же время легких (в целях уменьшения сил инерции) материалов.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.





