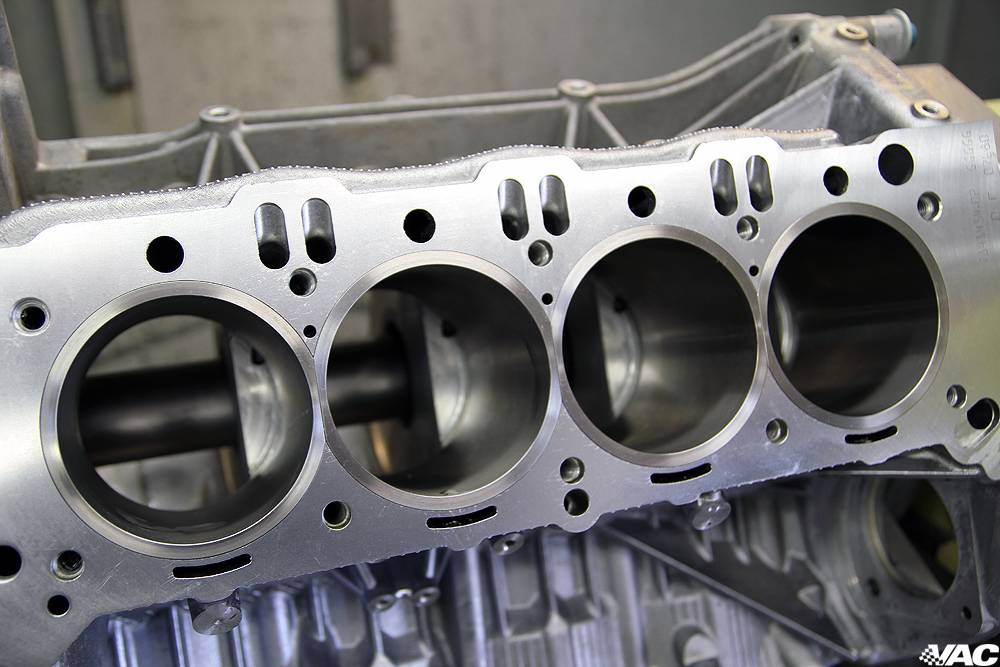
Особенности по гильзовке блока цилиндров
Необходимо учитывать материал, из которого изготовлен блок цилиндров (алюминий или чугун), а также вид изделия ― с гильзой или цельный. В некоторые алюминиевые блоки цилиндров нельзя устанавливать поршни ремонтного размера. Особенность цельных БЦ, изготовленных из чугуна, ― нанесение хона на стенки цилиндров. Достаточно редко можно встретить моторы с установкой стальных гильз в чугунном БЦ. Алюминиевые блоки цилиндров обычно выпускаются с гильзами, варианты цельнолитых БЦ встречаются значительно реже.
Сегодня автопроизводители отдают предпочтение блоку цилиндров из алюминия с установленными «сухими» гильзами. На стенки гильз наносится специальное покрытие для улучшения прочностных характеристик и износостойкости втулки. Взаимодействие поршня и поршневых колец происходит именно со стенками гильзы. Выпускаются БЦ из алюминия с возможностью применения ремонтных поршней и гильзовкой.
Существует вариант блока цилиндров из алюминия, в который при ремонте нельзя поставить поршни и кольца увеличенного размера. Деталей для таких ремонтных работ изготовители просто не выпускают. Однако блоки цилиндров этого типа также гильзуют. Следует помнить, что проблемы обычно возникают при установке гильз в алюминиевые БЦ, а с блоками из чугуна сложностей нет.
Первая проблема связана с очень значительной стоимостью оригинальных гильз для двигателей с предусмотренной изготовителем возможностью гильзования. Это делает экономически бессмысленным гильзование БЦ втулками из алюминия всего блока. Прибегать к такому способу целесообразно при установке одной гильзы.
В качестве альтернативного решения применяют установку втулок из чугуна в алюминиевые БЦ. Такой метод достаточно успешно используют мастера в России и других бывших советских республиках. При выполнении ремонтных работ необходимо обеспечит правильный натяг между втулкой и БЦ. До установки гильзы требуется выполнить комплексные замеры
Особое внимание надо обратить на подбор тепловых зазоров и обеспечение нужного отвода тепла.
Необходимо учитывать нюансы, возникающие при установке гильзы в один цилиндр. Такая операция может привести к нарушению геометрии соседнего цилиндра. Специалисты также оценивают возможность использования метода запрессовки или свободной посадки. При свободной посадке охлажденная гильза устанавливается в нагретый блок цилиндров. При этом способе установки нужно использовать герметик.
В нашу компанию вы можете обратиться за гильзовкой блока цилиндров.
Цены действительны с 1 января 2022 года
Двигатель | Цена, руб. |
ВАЗ | 3 900 руб. |
Ока | 1 900 руб. |
Таврия | 3 900 руб. |
УАЗ Ø 100 мм | 7 500 руб. |
Иномарки легковые алюминий (за цилиндр) гильза чугун | 3 350 руб. |
Иномарки легковые чугун (за цилиндр) гильза чугун | 2 900 руб. |
Иномарки V-образные алюминий (за цилиндр) гильза чугун | 4 000 руб. |
Иномарки V-образные чугун (за цилиндр) гильза чугун | 3 600 руб. |
Иномарки грузовые (за цилиндр) | 3 500 руб. |
Перепрессовка поршней иномарка | 300 руб. |
Перепрессовка поршней отечественная | 150 руб. |
Мойка блока легковые | 500 руб. |
Мойка блока грузовые | 700 руб. |
Инструкция: гильзовка блока
Гильза блока цилиндров — это внутренняя оболочка или съёмная металлическая вставка, в которой уже непосредственно перемещается поршень двигателя. Ремонт необязательно проводится с обновлением всех втулок. Они прежде замеряются, после чего специалист выносит решение о замене гильзы цилиндров.







Процедура на мокрых втулках осуществляется так — старая деталь вытягивается, на её место ставится новая. Сухие детали меняются двумя способами: холодным и горячим. Метод термической обработки считается наиболее качественным, так как втулка обрабатывается антиконденсатным составом, а блок нагревается. Новая деталь предварительно окунается в жидкий азот, после чего вставляется в гнездо.
Для вытаскивания старых элементов желательно использовать съёмник гильз цилиндров.
как снимают втулку
Таким образом, процедура состоит из нескольких этапов:
- нагрев блока до 1500 градусов Цельсия;
- обработка вставки специальным составом, избавляющим от водяного конденсата при монтаже;
- охлаждение гильзы в жидком азоте;
- нанесение герметика внутрь гнезда;
- установка или запрессовка втулки, обычно с натягом 0,03-0,04 мм.
Обычно гильзовке сопутствует расточка и хонингование. Соблюдается правильная геометрия гнёзд под новые ремонтные втулки. Если поверхность гнезда не шлифуется, неправильный эллипс передастся впоследствии направляющей вставке. Это влечёт за собой повреждение поршней со всеми вытекающими последствиями. Шлифуют не только цилиндр, но и рабочую (внутреннюю) поверхность гильз. Это делается в целях плотной посадки детали в гнездо.
Ремонтная гильза цилиндра двигателя должна отвечать следующим требованиям:
- их конусность и эллипсность не должна превышать 0,02 мм;
- разность толщины между отдельными втулками быть не более 0,01 мм;
- поверхность соответствовать 8-10 классу точности.
Если готовых гильз нет, они делаются в специальных заготовках. Как правило, для этого используют специальный антифрикционный чугун, полученный центробежным литьём. Такой способ даёт оптимальный результат по соотношению цена/качество. Что-то одно должно быть мягче или твёрже в паре трения.
Разница между чугунным и алюминиевым БЦ
Следует понимать разницу между чугунным и алюминиевым БЦ. Обычная цельная деталь КШМ двигателя, отлитая из чугуна, проблем с гильзованием не имеет. Хотя штатно в таких моторах стальные втулки устанавливаются редко, это успешно проводится вне правил заводского регламента.
Алюминиевые двигатели чаще снабжаются гильзой с завода. Они реже встречаются цельнолитыми. Но штатные втулки для литейного алюминиевого корпуса стоят дорого. Примерная цена гильзы цилиндров — 150 долларов. Это не столь заметно, когда нужно отремонтировать одно гнездо, но получается экономически нецелесообразным при полном восстановление гильз цилиндров.
Единственный оправданный способ — установка чугунных направляющих. Это успешно практикуется мотористами на территории стран бывшего СССР. Главное условие — обеспечить правильный натяг между втулкой и блоком
Перед установкой деталей также крайне важно провести грамотные комплексные замеры, подобрать тепловые зазоры и обеспечить необходимый отвод тепла
Производятся также блоки из алюминия, не рассчитанные на установку ремонтных поршней. Вернее говоря, изготовитель для них не выпускает ремонтных деталей. Но и такие блоки ремонтируются. Как правило, здесь используют посадочный поясок или специальное нагаросъёмное кольцо гильзы цилиндра.
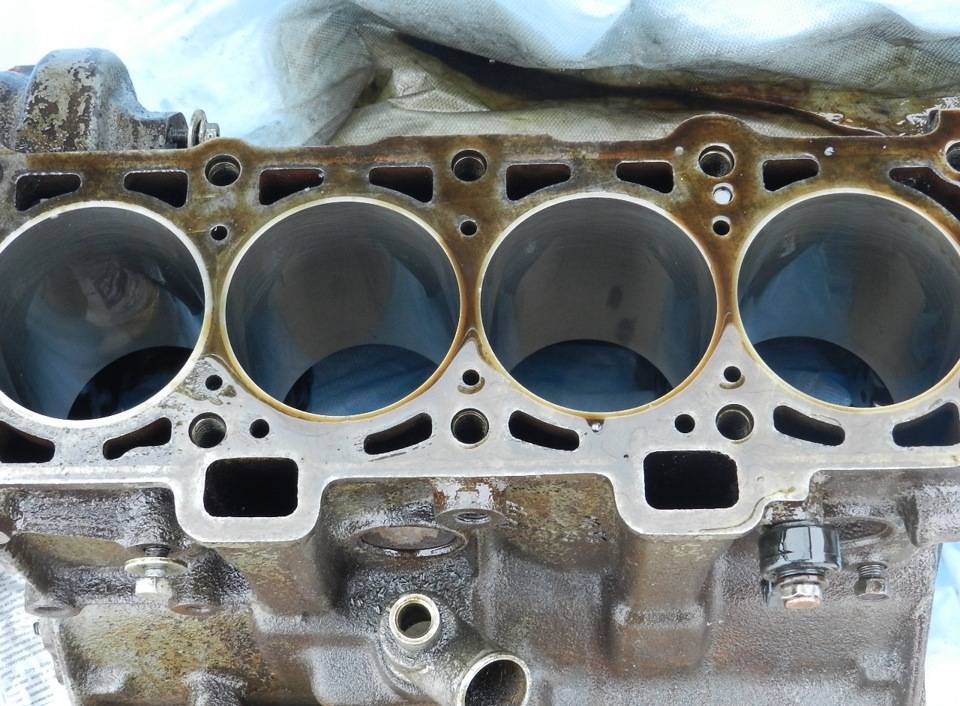
Причины износа стенок цилиндров и возникновения задиров
Основные причины износа стенок:
- Действие поршневых колец и горячих газов;
- Недостаточное количество смазки;
- Некачественный материал сопряженных деталей;
- Естественный износ со временем и пробегом.
Верхняя часть цилиндра является наиболее уязвимым местом, потому что именно там сказывается истирающее действие поршневых колец, высокое давление газов. Во многом степень износа зависит от материала, твердости и гладкости рабочей поверхности.
Детали из легированных чугунов значительно дольше служат и изнашиваются медленнее.
Нагрузка на автомобиль, пробег в крупных городах гораздо выше, следовательно, ремонт и диагностику надо производить чаще. Гильзовка блока цилиндров в Москве является популярной услугой, которая позволяет продлить и улучшить эксплуатацию авто.
Как проводится портинг ГБЦ
Перед тем как провести портинг ГБЦ, нужно проверить наличие у себя нескольких компонентов:
- Каналы впускного/выпускного типа;
- Втулки направляющего образца;
- Клапаны;
- Пружины/тарелки для втулок;
- Камеры сгорания.
Далее следуем инструкции:
- Возьмите ГБЦ и удалите все присутствующие на ней клапаны.
- Осмотрите каналы, запомните места, где присутствуют дефекты.
- Снимайте направляющие.
- Используйте вспомогательные шпильки для насаждения коллектора впускного типа.
- При помощи болтов вкрутите вспомогательные шпильки в отдельные каналы, предназначенные для смеси охлаждения. В шпильках можно проделать маленькие отверстия для сохранения нормального подогрева.
- Совмещаем коллектор с ГБЦ.
- Запиливайте коллектор впускного типа.
- Когда работа над коллектором подойдёт к завершению, придётся совместить каналы. Состыковку можно произвести, воспользовавшись пластилином.
- Воспользуйтесь зубилом, чтобы удалить неровности на клапанах выпускного типа.
- Подвергайте остальные каналы тщательной полировке, чтобы избавиться от всех дефектов поверхности.
Результатом проведения всех вышеописанных манипуляций будет являться то, что ГБЦ будет иметь более совершенные характеристики:
- Диаметр каналов впускового типа – 32 миллиметра;
- Диаметр каналов выпускного типа – 29 миллиметров;
- Диаметр клапанных стеблей – 8 миллиметров;
- Валы распределительные ГБЦ, спортивные — стандартные – 13,5 миллиметров;
- Длина втулок направляющего типа превышает стандартную.
Таким образом, благодаря осуществлению доработки головки блока цилиндров можно добиться максимального раскрытия потенциала автомобильного двигателя.
Как произвести капитальную обработку
Представим теперь, что у автолюбителя имеются тот или иной станок и определенные навыки. Тогда в какой последовательности осуществляется расточка двигателя своими руками, например, у ВАЗ 2106? Разберемся в этом далее. А для работы нужно приготовить некоторые инструменты и принадлежности:
- большой набор ключей;
- много головок и воротков;
- молотки разной тяжести;
- втулки;
- микрометрический инструмент;
- станки, о типе которых еще поговорим.
Также узнайте как поменять контактную группу замка зажигания и про замену сальника переднего коленвала уаза.
Делается все так.
- Прежде нужно извлечь ДВС из автомобиля, а это задача не из легких. Справиться с ней можно, просто отсоединяя и убирая все, что мешает, а также сливая масло и ОЖ. Затем мотор откручивается от подушек и достается с помощью лебедки.
- С агрегата снимают головку блока, масляный поддон, а также боковые крышки.
- Теперь снизу мотора видно коленчатый вал, а сверху – поршни. Вот эти главные органы нужно извлечь на данном этапе. Для начала откручивают крепления всех крышек шеек коленчатого вала.
- Затем извлекают эти крышки.
- Чтобы достать поршни с шатунами, просто выталкивают их, например, деревяшкой от молотка.
- Затем достают коренные подшипники и, наконец, коленчатый вал.
- Снимают вкладыши – это подшипники скольжения шеек коленвала.
- С поршней же извлекают кольца и пальцы.
- Теперь, когда все разобрано, производят замеры и оценивают, что пойдет под обработку на станке. Если износ цилиндра более 0,15 мм, необходима расточка блока двигателя ВАЗ 2106, то же касается ВАЗ 2107. Причем у всех блоков существуют стандартные ремонтные размеры. При первом ремонте цилиндр ВАЗ имеет предел по диаметру 79,01 мм, а вот при пятом уже 79,05 мм. Но это последний размер, в который можно обработать цилиндры ВАЗ. Многих автовладельцев потом интересует, сколько пройдет двигатель после последней расточки? Что ж, по сути, после каждой «капиталки» мотор может отходить 100 тыс. км. Здесь аналогично – 100 тыс. км. Для ВАЗ существует еще возможность обработки цилиндров под гильзы. Но поскольку «гильзование» обойдется дороже обычной обработки, то уж лучше купить новый мотор.
- Затем оценивают изношенность коленвала. Однако без нее никак. Поэтому данная ось автомобиля тоже отправляется на доработку. У нее также есть несколько допусков под ремонтные размеры. Шаг каждого допуска шейки 0,25 мм. Под обработанные цилиндры и коленвал подбираются новые поршни и вкладыши, а также прочие комплекты.
- Станок, используемый для расточки цилиндров двигателей, – координатно-расточной, более дешевый вариант – вертикально-расточной. Для обработки коленвала употребляется кругло-шлифовальный станок. Если все-таки у автолюбителя нет станка и необходимой квалификации, что довольно часто встречается, то ему лучше отдать блок вместе с коленвалом профессионалам, многие из которых сделают все за один день. Вопрос лишь, какова цена на расточку двигателя.
- После станочной отделки поверхностей агрегат собирается с новыми комплектами по обратному пути.
- Например, надеваются новые кольца на поршни и сразу оцениваются зазоры в канавках по паспортным данным. Запрессовываются пальцы в поршни, пальцы также имеют разные группы размеров. Вставляются новые вкладыши шеек коленчатого вала.
- По окончании осуществляется обратная установка поршневого агрегата на автомобиль, заливка всех жидкостей, наконец, проверка работы.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Всем ли моторам разрешено?
Расточке поддаются далеко не все моторы. В большинстве своем это зависит от материала изготовления блока цилиндров. Если он изготовлен из чугуна выполнять расточку можно. Этот металл является идеальным для проведения данной операции. Мастерам достаточно будет выточить цилиндры до предполагаемого размера и позже установить в него поршни определенного размера. Что же касается блоков, изготовленных из алюминия, в них есть определенные трудности. Алюминий очень мягкий металл, поэтому за его расточку не решают браться даже грамотные специалисты. Кроме того, на заводах-изготовителях такие блоки покрываются внутри специальным составом от чрезмерного износа. Соответственно при расточке алюминиевого блока исполнителю необходимо будет также покрывать внутреннюю поверхность налетом.
Гильзовка блока цилиндров: когда используют ее?
Если по конструктивным причинам блок не рекомендовано подвергать расточке, прибегают к другому альтернативному способу – гильзовке. Под этим процессом понимают установку специальной гильзы в цилиндр. Она запрессовывается внутрь под температурой. Во время работы именно гильза будет брать на себя весь удар. При истечении срока ее эксплуатации гильзу просто заменяют на новую. Однако к этому моменту обычно требуется и дополнительная замена поршней с кольцами.
В видео будет рассказано о расточке и гильзовке блока цилиндров:
Опубликовано:
16 марта 2018
«Алюминиевые» двигатели и их преимущества
Использование в производстве современных технологий дает возможность изготовления легких «алюминиевых» двигателей, у которых блок цилиндров не имеет чугунных гильз. В рабочих поверхностях цилиндров в алюминиевых блоках электролитическим путем создается повышенное содержание кремния, а затем цилиндры подвергаются химическому травлению для создания на рабочей поверхности цилиндров износостойкой пористой пленки чистого кремния, хорошо удерживающей смазку.



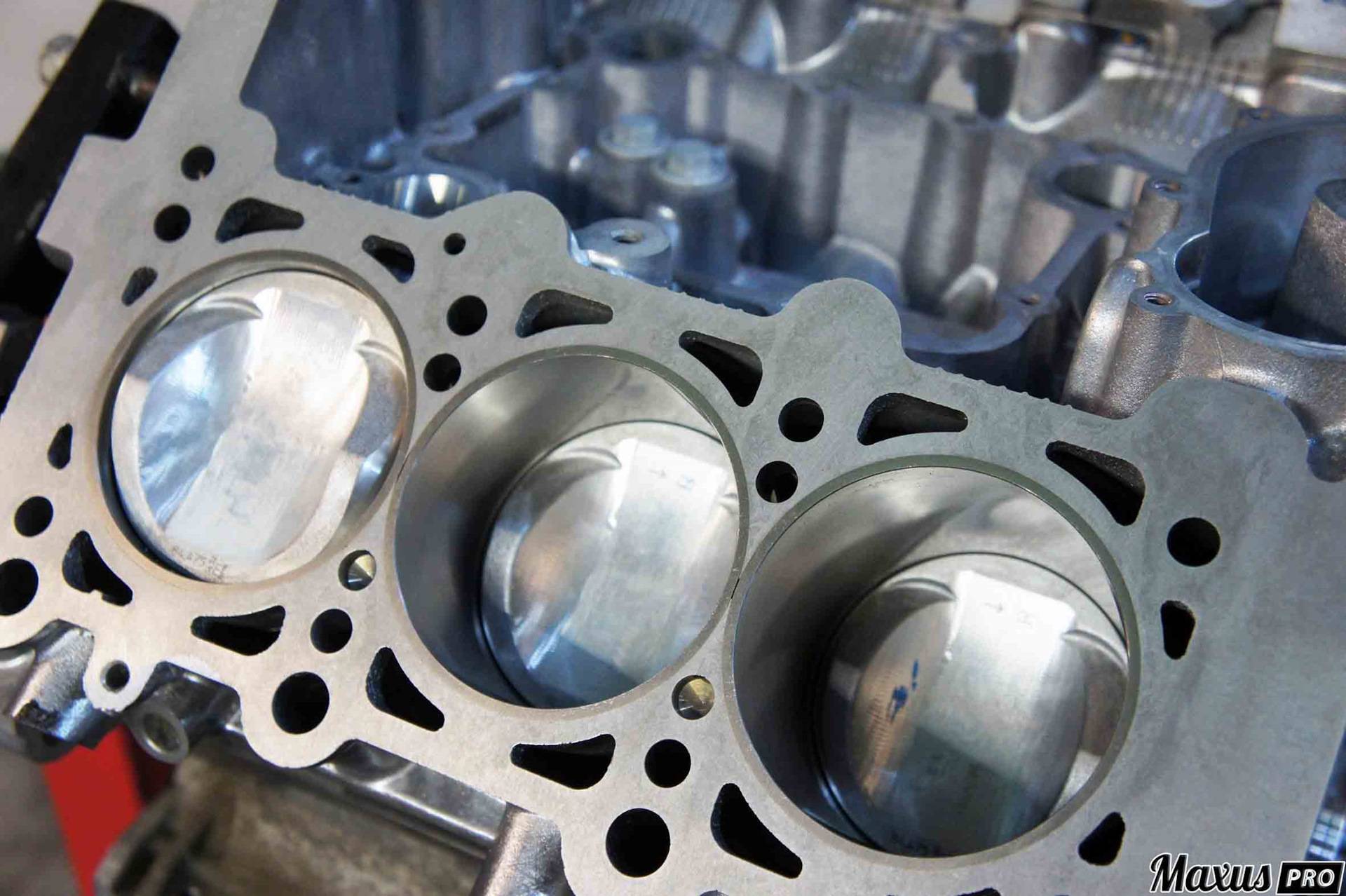



Рабочие поверхности цилиндров современных алюминиевых блоков двигателей могут иметь покрытие, наносимое плазменным напылением. Напыляемый на стенки цилиндра порошок подается через плазматрон. Газ, предназначенный для создания плазмы, проходит через распылитель и поджигается электродугой. При этом температура газа повышается примерно до 11700°C и он переходит в плазменное состояние. Частицы порошка в расплавленном состоянии заполняют неровности поверхности цилиндра. При застывании частиц они надежно соединяются со стенками цилиндра. Дополнительно внутри напылённого слоя возникает напряжение сжатия, что еще больше укрепляет связь между металлом цилиндра и напылённым слоем.
После напыления, как и при традиционном исполнении цилиндров, производится хонингование, однако этом случае риски вследствие хонингования не так глубоки. Возникает весьма ровная наружная поверхность с небольшими впадинами (микроуглублениями), в которых находится масло. Каждое микроуглубление не связано с другими микроуглублениями, в отличие от хонингования чугунных гильз. Когда поршневое кольцо проходит над микроуглублением, в последнем создается давление, которое воздействует на поршневое кольцо. В результате этого поршневое кольцо всплывает поверху масляной подушки, чем и обеспечивается гидродинамическая смазка. Благодаря этому потери на трение и износ существенно уменьшаются.
Рекомендуем: Электронный блок управления — что управляет двигателем?
Преимуществами данного способа изготовления цилиндров по сравнению с обычными являются:
- снижение массы по сравнению с конструкцией с вставными гильзами цилиндров
- уменьшение размеров двигателя по сравнению с чугунным блоком цилиндров за счет сужения перемычек между цилиндрами
- увеличение срока службы цилиндров благодаря износостойкому покрытию, наносимому плазменным напылением
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
С другой стороны, большинство экспертов сходится во мнение, что использовать станок все-таки нужно. Расточный станок позволит подогнать цилиндр идеально точно, хотя многое и будет зависеть от умений человека. Зато по сравнению с ручным методом расточки, минимизируется доля брака.
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Лучшие в мире шлифовальщики – это японцы. Секрет их в огромной терпеливости. То же самое и здесь. Надо набраться терпения, иначе ничего толком не выйдет. Спешить в процессе расточки цилиндров не стоит.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Как проводится портинг ГБЦ
Перед тем как провести портинг ГБЦ, нужно проверить наличие у себя нескольких компонентов:
- Каналы впускного/выпускного типа;
- Втулки направляющего образца;
- Клапаны;
- Пружины/тарелки для втулок;
- Камеры сгорания.
Далее следуем инструкции:
- Возьмите ГБЦ и удалите все присутствующие на ней клапаны.
- Осмотрите каналы, запомните места, где присутствуют дефекты.
- Снимайте направляющие.
- Используйте вспомогательные шпильки для насаждения коллектора впускного типа.
- При помощи болтов вкрутите вспомогательные шпильки в отдельные каналы, предназначенные для смеси охлаждения. В шпильках можно проделать маленькие отверстия для сохранения нормального подогрева.
- Совмещаем коллектор с ГБЦ.
- Запиливайте коллектор впускного типа.
- Когда работа над коллектором подойдёт к завершению, придётся совместить каналы. Состыковку можно произвести, воспользовавшись пластилином.
- Воспользуйтесь зубилом, чтобы удалить неровности на клапанах выпускного типа.
- Подвергайте остальные каналы тщательной полировке, чтобы избавиться от всех дефектов поверхности.
Результатом проведения всех вышеописанных манипуляций будет являться то, что ГБЦ будет иметь более совершенные характеристики:
- Диаметр каналов впускового типа – 32 миллиметра;
- Диаметр каналов выпускного типа – 29 миллиметров;
- Диаметр клапанных стеблей – 8 миллиметров;
- Валы распределительные ГБЦ, спортивные — стандартные – 13,5 миллиметров;
- Длина втулок направляющего типа превышает стандартную.
Таким образом, благодаря осуществлению доработки головки блока цилиндров можно добиться максимального раскрытия потенциала автомобильного двигателя.
Что включает гильзовка блока?
Восстановление работоспособности блока цилиндров методом гильзовки применимо для любого мотора. Некоторые двигатели выходят с завода с уже гильзованными блоками цилиндров. Такие БЦ обычно выпускаются с «мокрыми» гильзами, поэтому при ремонте нужно просто заменить дефектную втулку. Если сравнивать этот ремонт с другими видами гильзовки, то он относится к достаточно простым: подбираются нужные ремонтные гильзы, установка может выполняться вручную. Как правило, замене подлежат только изношенные гильзы, потому что нет необходимости менять все втулки. Предварительно состояние гильз проверяют с помощью нутромера, после этого принимается решение о замене.
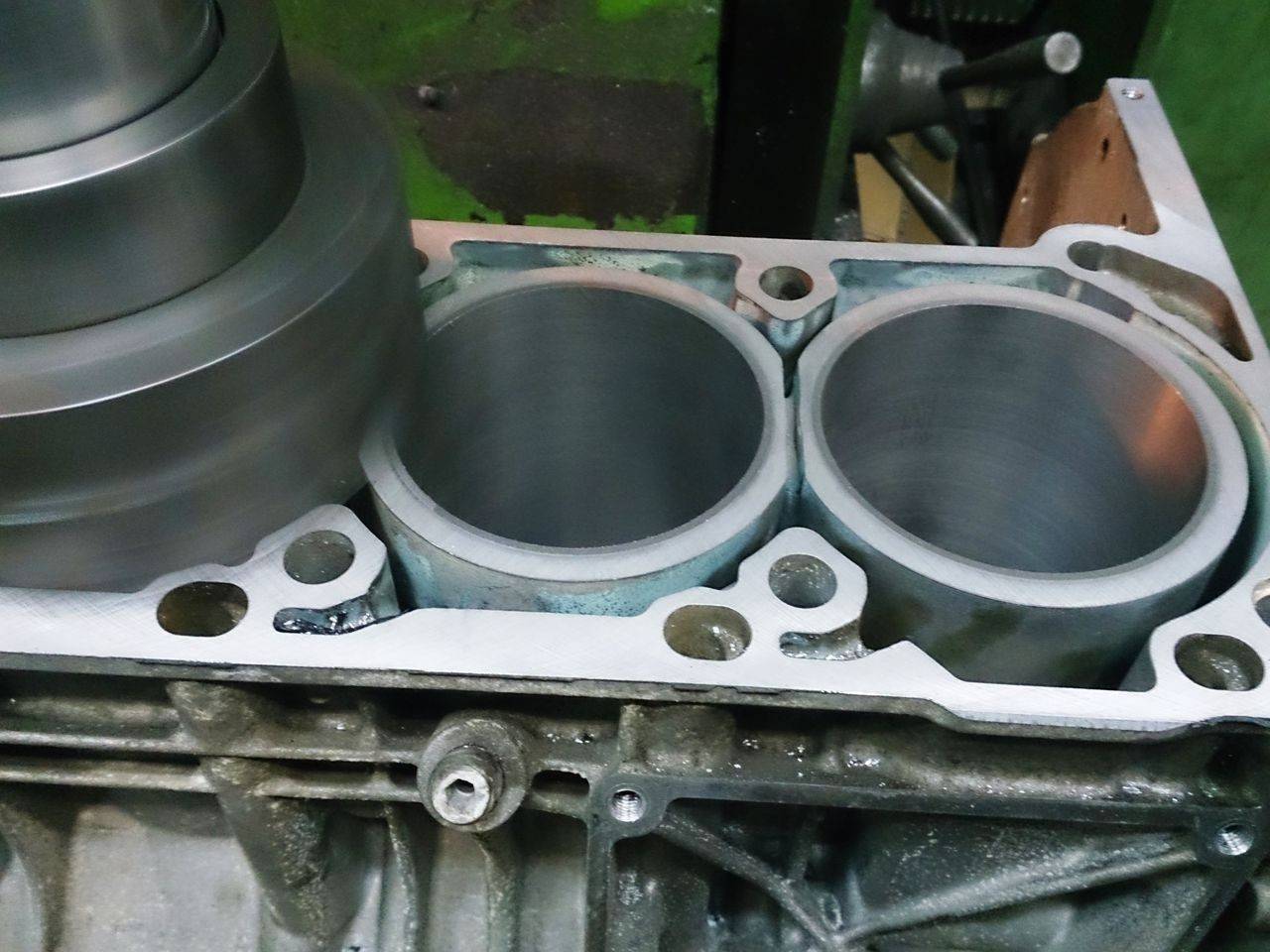
Сложнее выполнить эту операцию в негильзованных БЦ, в которых предусмотрена установка «сухих» гильз. Для чугунных блоков используют гильзы, изготовленные из легированного чугуна, а для алюминиевых — из сплавов алюминия. При этом втулки могут изготавливать по различной технологии ― необходимые добавки включаются в состав сплава для производства гильзы или на стенки цилиндров наносится покрытие с требуемыми свойствами.
Предварительно мастер возвращает правильную геометрию посадочным гнездам под втулки. Для этого перед запрессовкой втулок выполняется расточка цилиндров
Важно помнить, что при выполнении этой операции нельзя допускать каких-либо отклонений. Например, появившийся в посадочном гнезде эллипс приведет к появлению этого дефекта на поверхности втулки
Без устранения первоначального дефекта невозможно обеспечить нормальную работу поршней и колец в загильзованном цилиндре.

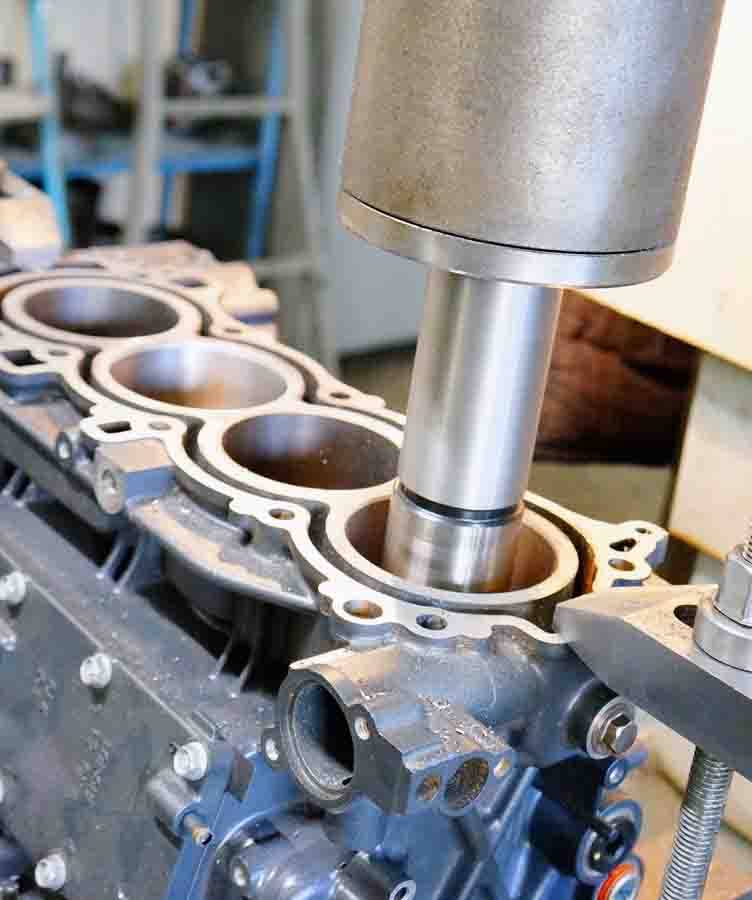
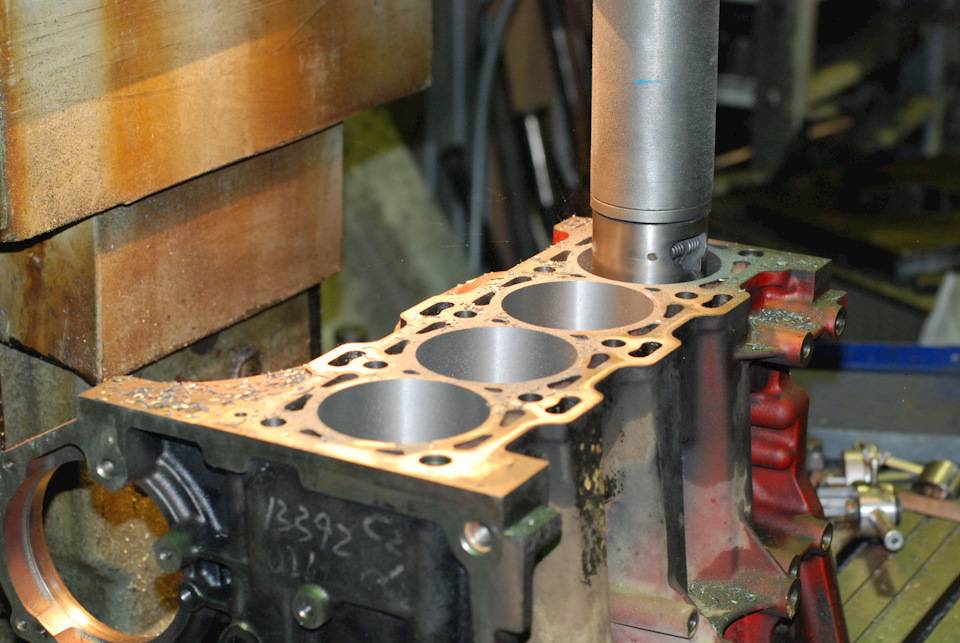
Для установки «сухих» гильз применяют метод горячего гильзования:
- блок цилиндров нагревают до 150°С;
- гильзу опускают в жидкий азот для охлаждения;
- потом она обрабатывается средством, которое не позволит возникнуть конденсату при установке охлажденной гильзы в нагретый БЦ;
- гильза устанавливается в посадочное гнездо.
При таком способе гильзовки обеспечивается необходимая плотность посадки втулки и нужный натяг в месте соприкосновения блока цилиндров и гильзы. Установка гильзы выполняется достаточно просто ― втулка устанавливается в посадочном гнезде под собственным весом. В некоторых случаях нужно слегка постучать по втулке молотком.
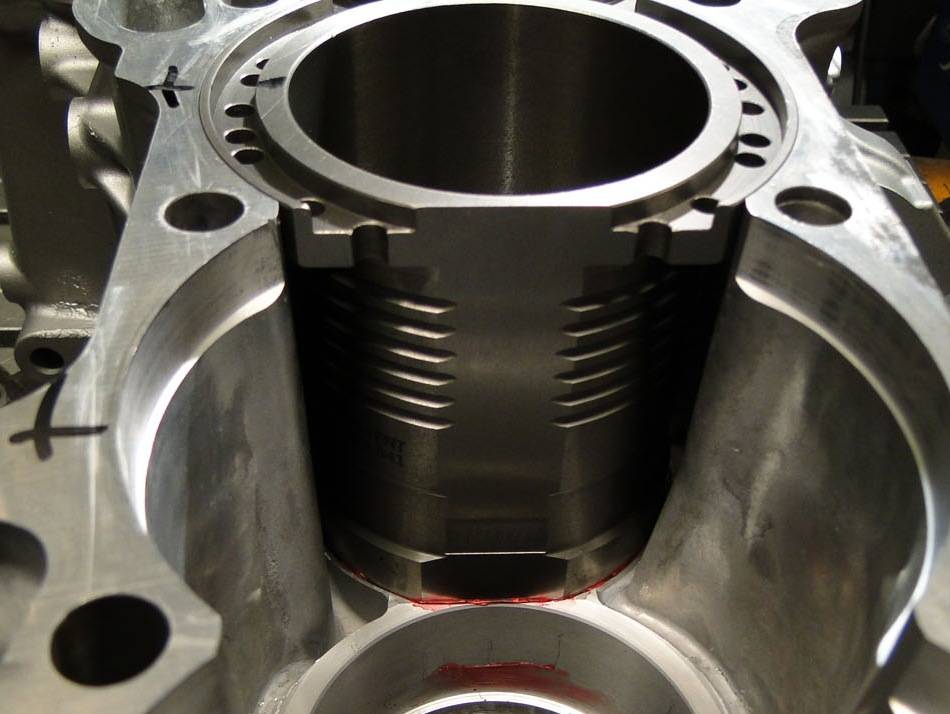
Метод запрессовки применяют при установке гильз в алюминиевый БЦ без предварительной расточки. Предварительно для этого в посадочное гнездо до запрессовки гильзы в блок наносится герметик.
При условии правильного выполнения всех действий и достижения требуемых параметров отремонтированный двигатель с загильзованным БЦ обеспечит возможность эксплуатации мотора еще не менее 100.000 км пробега
Важно только помнить, что такой пробег возможен лишь при условии своевременного технического обслуживания и эксплуатации ДВС
Хонингование
Ранее мы упомянули о такой процедуре, как хонинговка. Эта операция призвана уменьшить шероховатость стенок цилиндров. Благодаря хонингованию улучшается приработка поршневых колец и увеличивается ресурс отремонтированного двигателя.








Производится данный процесс в несколько этапов:
- Черновая обработка цилиндров. В данном случае мастер использует крупный абразив.
- Финишная обработка. В ходе операции используется мелкозернистый абразив, что дает возможность получить высокую точность обработки. В качестве абразива применяются керамические или алмазные бруски. Последние отличаются высокой надежностью и долговечностью. Поэтому обработка керамическими брусками уходит в прошлое.
- Мойка двигателя. В ходе этого этапа удаляются остатки полировочной пасты и металлическая стружка. Не заржавеет ли металл? Все элементы ДВС выполнены из высокостойких к коррозии сплавов.
- Финишная чистка. Используется не всеми мастерами, но позволяет удалить старые впадины и углы, что образовались в процессе хонингования. Так достигается высокая гладкость поверхности цилиндров.
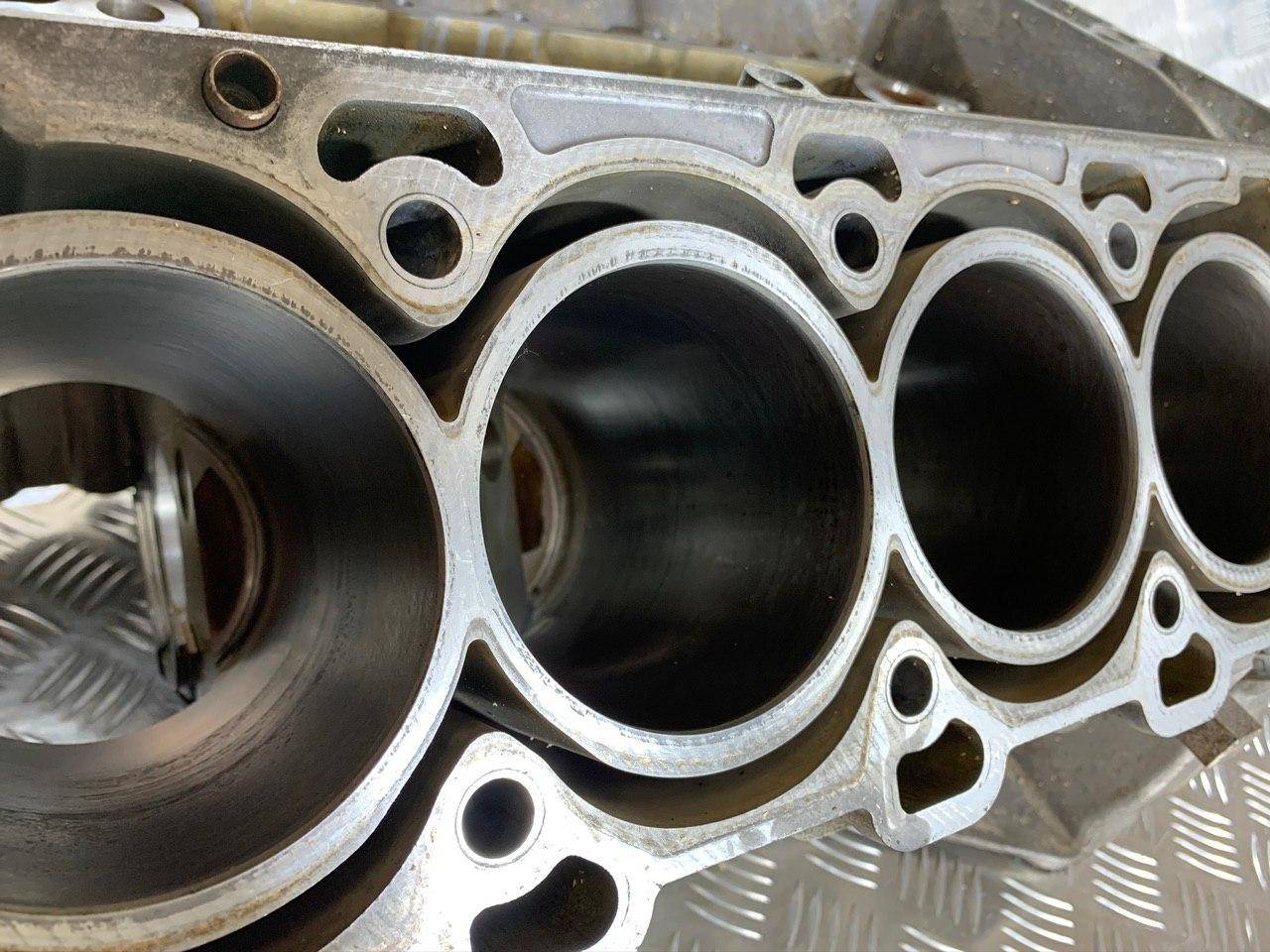
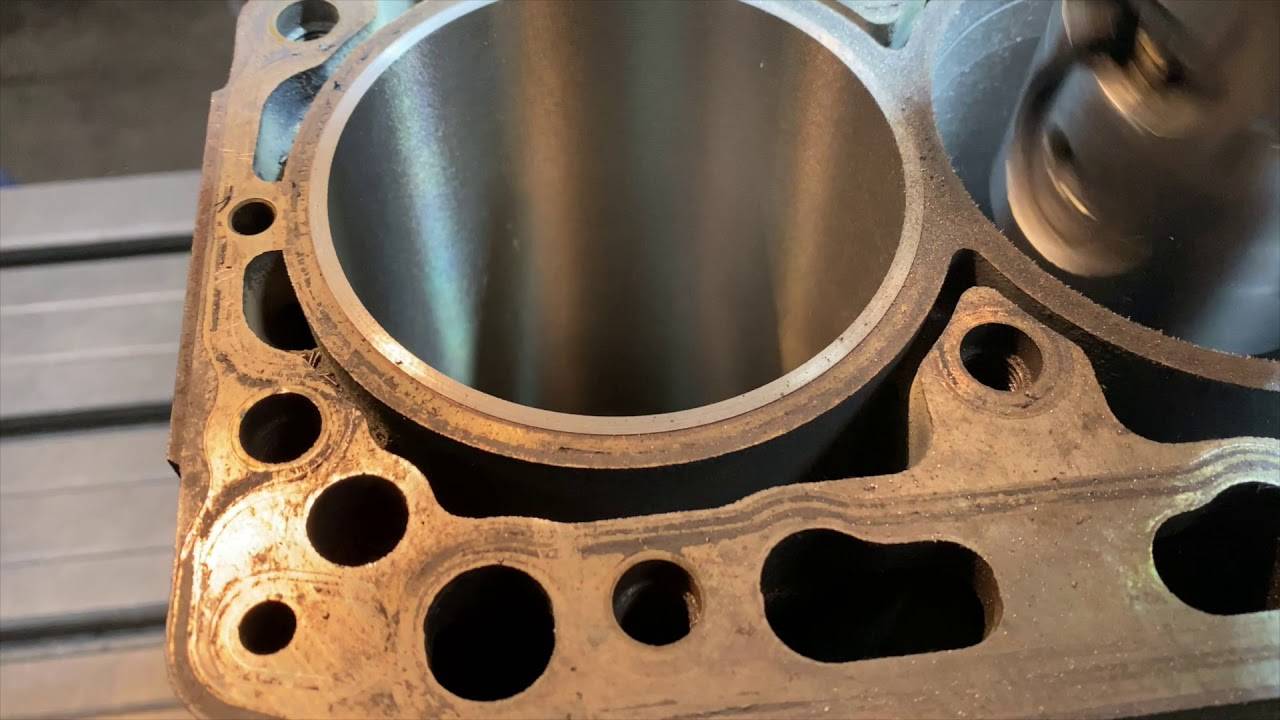
Расточка
Расточка блока цилиндров — часть капитального ремонта двигателя. Вывести из строя эти детали не так уж и просто, но в сервисной книжке автомобиля Вы найдете рекомендации по плановому ремонту. «Досрочно» процедуру расточки проходят автолюбители, которые тюнингуют или форсируют двигатель своего авто.
Для чего нужна расточка
Все части двигателя (поршни, кольца, коленвал, вкладыши и т.д.) находятся под постоянной высокой нагрузкой. За одну минуту поршень трётся об цилиндр сотни и даже тысячи раз, поэтому стенки стачиваются и БЦ начинает терять свою первоначальную форму: из круга превращается в овал.
Из-за этого уменьшается прилегание колец поршней к стенкам, что позволяет горючей смеси и газам поступать картер, а маслу — в рабочую камеру. Именно поэтому увеличивается расход масла и уменьшается мощность двигателя. Первым звоночкам в такой ситуации может стать синеватый дым из выхлопной трубы.
Синеватый дым может быть также из-за других поломок двигателя. Подробнее читайте в статье — ремонт ТНВД и форсунок.
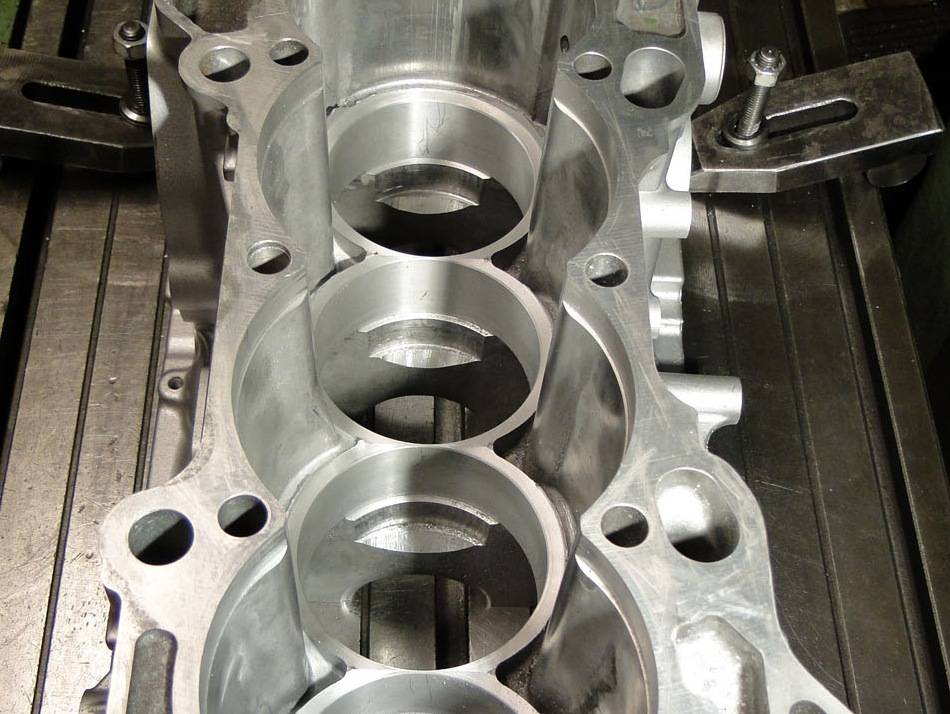
Процесс расточки
Работа выполняется на специальном станке, производить расточку блока своими руками не рекомендуется.
Для начала устанавливают степень повреждения и деформации стенок. Бывают случаи, когда расточку выполнить невозможно. В таких случаях требуется сразу гильзовка. С помощью специальных приборов мастер определяет, сколько нужно снимать со стенок. Далее процесс выполняется на вертикально-расточном станке.
Важно найти автосервис с хорошим оборудованием и мастерами. Расточку и гильзовку блока цилиндров в Москве можно сделать в нашем автосервисе
Перед сборкой внутренняя поверхность обрабатывается, т.е. делается хонингование для того, чтобы кольца быстрее притерлись к стенке. Затем уже происходит полная сборка двигателя.
Расточка алюминиевого блока возможна не всегда, за это их часто называют одноразовыми, т.к. нельзя выполнить ремонтные работы.