

Замена клапанов двигателя ВАЗ 2107
Необходимость замены клапанов ВАЗ 2107 возникает в следующих случаях:
- клапаны погнулись из-за перескочившей цепи ГРМ или в результате сильного износа штока;
- треснула тарелка;
- прогорел сам клапан.
Для ремонта потребуется приобрести новые клапаны и подготовить инструменты, используемые при замене маслосъёмных колпачков. Кроме этого, с двигателя необходимо снять ГБЦ. Это делается следующим образом:
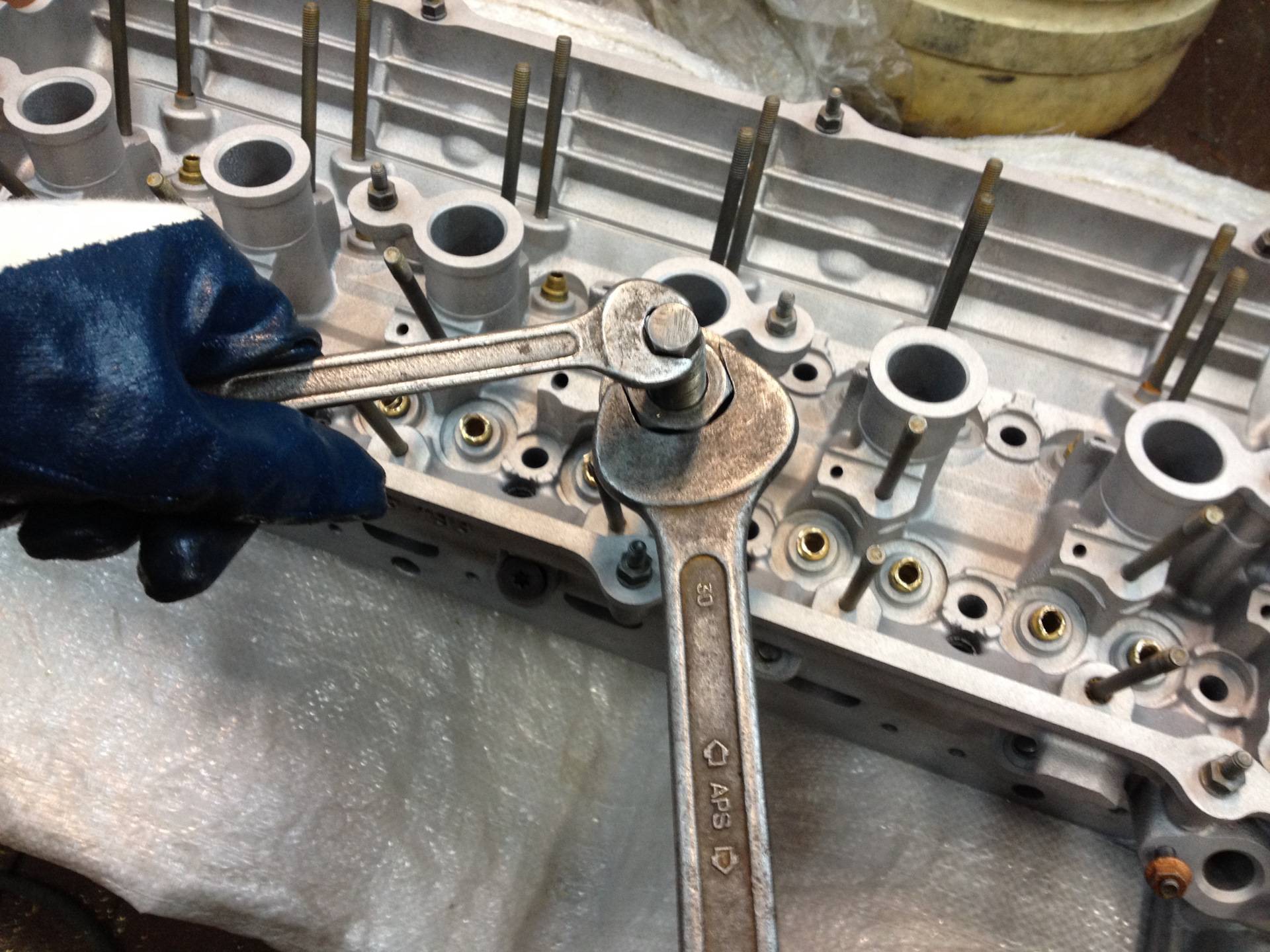
- Головкой на 10 отворачиваем крепёж ГБЦ.
Замена направляющих клапанов
Втулки клапанов (направляющие клапанов) предназначены для направления движения штока клапана. Благодаря точному прилеганию головки на седло происходит герметизация камеры сгорания. Корректная работа клапанов во многом зависит от исправности сёдел и направляющих, которые со временем изнашиваются и начинают негативно влиять на работу двигателя. В этом случае втулки и сёдла подлежат замене.
При сильном износе втулок увеличивается расход масла, выходят из строя маслосъёмные колпачки, и смазка попадает в цилиндры. В результате нарушается температурный режим работы двигателя, а на его отдельных частях образуется нагар. Основные признаки износа направляющих:
- увеличение расхода масла;
- появление шума в области ГБЦ.
Чтобы удостовериться, что неисправны именно втулки, нужно открыть капот и прислушаться к работе мотора. Если будут слышны нехарактерные звуки и шумы, то потребуется провести диагностику клапанов и их направляющих.
Для ремонта потребуется:
- молоток;
- развёртки на 8.022 и 8.028;
- оправка для выпрессовки и запрессовки втулок.
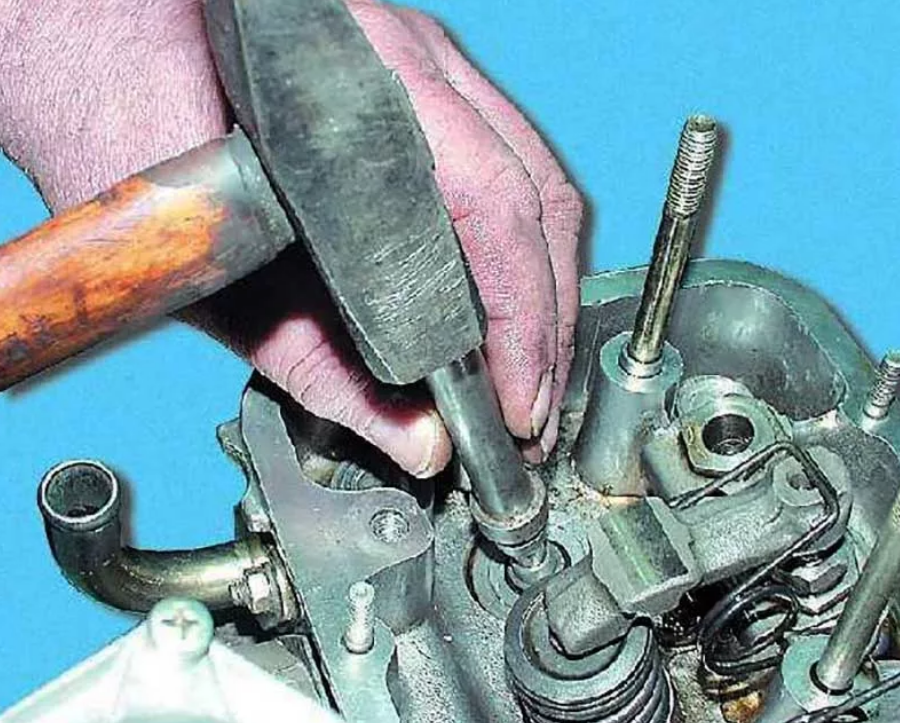
Замену втулок клапанов выполняют на снятой головке двигателя в следующей последовательности:
- Молотком наносим удары по оправке и выбиваем направляющую клапана.
Замена седла клапана
Работа клапанов с сёдлами, как и всего двигателя, связана с воздействием высоких температур. Это может привести к образованию на деталях различных дефектов, таких как раковины, трещины, пригары. В случае перегрева ГБЦ возможно появление несоосности между втулкой клапана и седлом. В результате нарушится герметичность соединения. Кроме этого, по оси кулачка седло изнашивается быстрее, чем в остальных местах.
Для замены седло потребуется извлечь из посадочного места. Необходимый набор инструментов и оборудования может отличаться в зависимости от возможностей автовладельца:
- станок;
- электродрель;
- молоток;
- металлическая наставка;
- старый клапан.
Демонтаж седла можно произвести следующими способами:
- С помощью станка. Седло растачивается и становится тонким и менее прочным. В процессе оставшаяся часть седла проворачивается и вынимается плоскогубцами.
- С помощью электрической дрели. В патрон дрели зажимают абразивный круг небольшого размера, включают инструмент и врезаются в седло. В определённый момент деталь можно будет вынуть из-за ослабления натяга.
- С помощью сварки. К седлу в нескольких местах приваривается старый клапан. Клапан вместе с седлом выбивается ударами молотка.
Установку нового седла производят в следующем порядке:
- Для обеспечения необходимого натяга в 0,1–0,15 мм производят нагрев ГБЦ на газовой плите до 100 ˚С и охлаждение сёдел в морозильной камере холодильника в течение двух суток.
- Запрессовывают седло в головку двигателя несильными ударами молотка через наставку.
- После остывания головки приступают к зенковке сёдел.
Лучше всего нарезать фаску на станке. Жёсткое закрепление детали и центровка резца обеспечат высокую точность, которую невозможно получить при использовании ручных инструментов. Если такой возможности нет, можно использовать шарошки и дрель.
На седле нарезают три кромки фрезами с разными углами:
Последняя кромка является самой узкой. Именно с ней будет соприкасаться клапан. После этого останется только притереть клапана.
Видео: замена седла клапана
https://youtube.com/watch?v=isXBYTXK6eY
Притирка клапанов ВАЗ 2107
Притирка клапанов необходима для обеспечения герметичности камеры сгорания. Её выполняют не только после замены седла, но и при снижении компрессии в цилиндрах. Выполнить притирку можно следующими способами:
- на специальном станке;
- ручной фрезой;
- механическим способом.
Так как специальное оборудование можно найти только в автосервисах или механических цехах, в гаражных условиях наиболее распространённым является последний вариант. Для ручной притирки потребуется:
Притирают клапана в следующей последовательности:
- Надеваем на клапан пружину и вставляем его шток во втулку.
Измерение износа направляющей втулки клапана
Прежде чем измерять износ направляющей втулки клапана, необходимо измерить диаметр стержня клапана. Затем с помощью измерителя с разрезным кольцевым щупом измеряется диаметр отверстия в центральной части направляющей втулки клапана. После этого раскрытие кольцевого щупа измеряется с помощью микрометра. Затем измеряется диаметр отверстия на обоих концах направляющей втулки.
Разрез в кольцевом при этих измерениях должен быть ориентирован перпендикулярно оси максимального износа отверстия. Затем вычисляется разница между наибольшим диаметром отверстия в направляющей втулке и диаметром стержня клапана. Если зазор оказывается больше установленного предела, направляющая втулка клапана подлежит ремонту.
Зазор между стержнем и направляющей втулкой клапана можно также определить, измерив с помощью измерителя смещения с циферблатной шкалой люфт клапана, выдвинутого из седла. Необходимо также измерить диаметр стержня клапана.
Большинство американских производителей автомобилей, в двигателях которых используются встроенные направляющие втулки клапанов, рекомендуют расширять изношенные отверстия в направляющих втулках с помощью развертки и заменять клапаны новыми, со стержнями увеличенного, ремонтного диаметра. Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними.
Многие компании, занимающиеся капитальным ремонтом двигателей, с целью упрощения ремонта головок, используют ремонтные клапаны со стержнями увеличенного диаметра.
При восстановлении отверстия в направляющей втулке клапана по технологии накаткиу накаточная головка, вращаясь, углубляется в отверстие. В ходе этой операции диаметр отверстия уменьшается за счет вытеснения металла из одних мест в другие. Технология накатки идеально подходит для двигателей со встроенными направляющими втулками клапанов (т.е. несъемными, отлитыми вместе с головкой блока цилиндров и, следовательно, незаменяемыми). Накатку не рекомендуется использовать для восстановления отверстий с износом, превышающим 0,006 дюйма (0,15 мм). В процессе накатки накаточный ролик конической формы, имеющий небольшой диаметр, или резьбонарезной резец со специально затупленной режущей кромкой, вдавливается в стенку отверстия, выдавливая в ней канавку без удаления металла, как показано на рис. 13.39 и 13.40. Металл выдавливается на края канавки, аналогично тому, как мягкий грунт выдавливается колесами автомобиля из колеи на ее края (образуя непрерывный выступ по краям колеи). Накаточная головка приводится в действие дрелью с понижающим редуктором. Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку.
Замена направляющих втулок клапанов
Извлечение
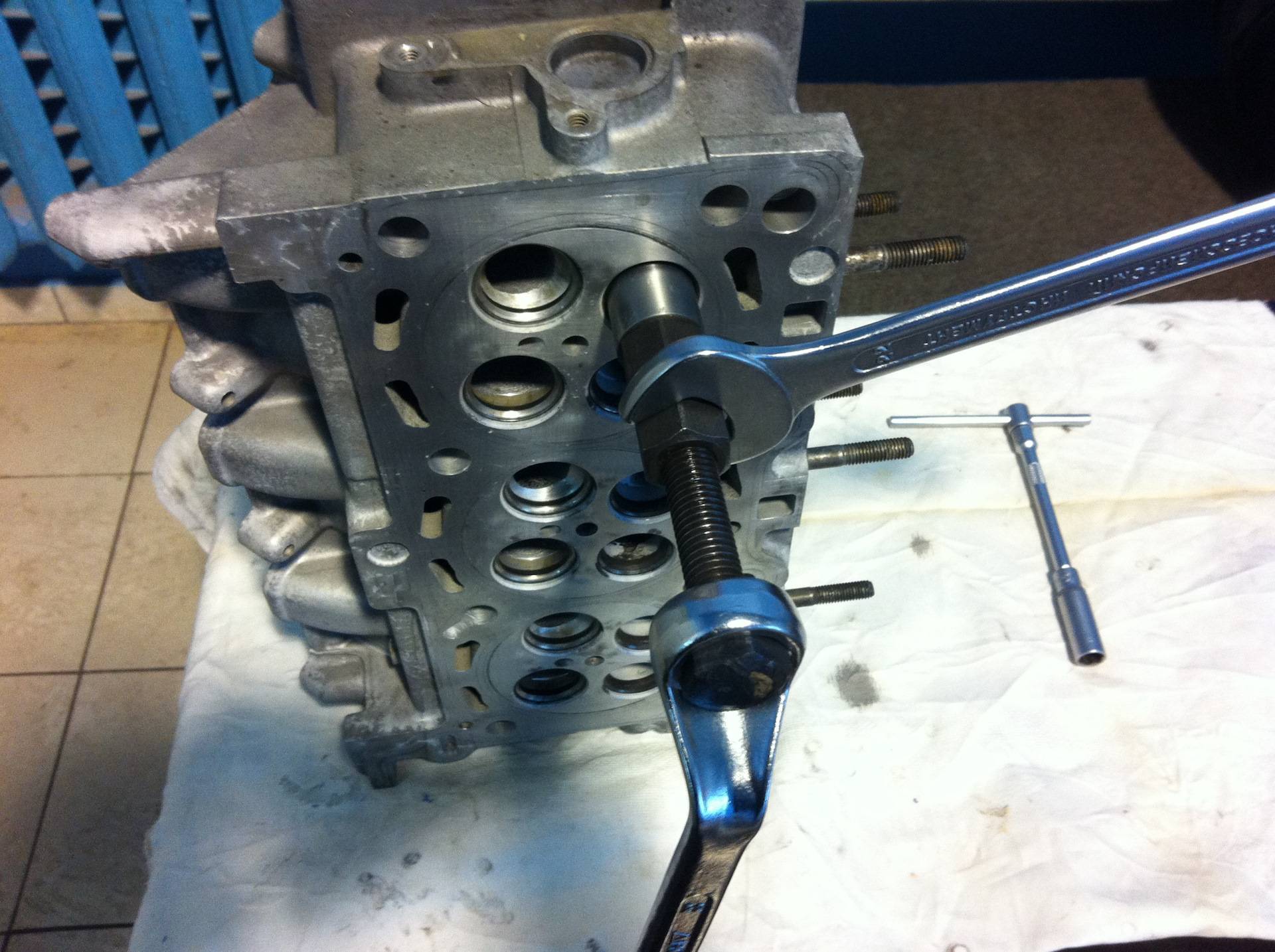
- Здесь настоятельно рекомендуется перед процедурой разогреть головку блока цилиндров где-то до 100 градусов по Цельсию. Алюминий, из которого изготовлена ГБЦ, имеет больший коэффициент расширения, чем материал направляющей втулки. Вследствие нагревания натяг соединения втулка-ГБЦ существенно уменьшается и направляющие можно спокойно, без повреждения посадочного места, выпрессовать лёгкими ударами молотка или кувалды.
- Для извлечения применяют специальный инструмент-выколотку (оправку). Несмотря на свою узкоспециализированность и дороговизну, этот инструмент даёт возможность выпрессовки точно по оси направляющей втулки. Нередко опытные автомастера для подобных процедур обзаводятся пневмомолотками и специальными насадками-выколотками для них.

Инструмент для выпрессовки и запрессовки направляющих втулок
Установка новых
- Перед тем как ставить новые запчасти, нужно определить значение фактического натяга. Для этого измеряется диаметр посадочного гнезда в ГБЦ и диаметр втулки. Разница между первым и вторым не должна превышать 0,03–0,05 мм.
- В случае если гнездо заметно больше, чем выбранная для него втулка, то следует поискать деталь диаметром побольше. Если же диаметр гнезда недостаточен, то можно воспользоваться услугами сверлильного станка для его увеличения.
- Перед процедурой запрессовки новых втулок головку блока цилиндров также необходимо нагреть. А вот новые запчасти вообще рекомендуют охладить в жидком азоте, что сильно уменьшит их внешний диаметр и позволит легче войти в расширенные от нагрева посадочные гнёзда, также снизит риск получения повреждений при запрессовке.
- Но так как не у всех в гараже найдётся жидкий азот, то можно предварительно поместить новые втулки в морозилку. Опять же при наличии последней в зоне доступности. Для простоты, можно взять в качестве необходимой разницу температур между ГБЦ и направляющей втулкой равной 150 градусам Цельсия. Ещё при запрессовке втулок рекомендуют смазывать трущиеся поверхности жидким машинным маслом, особенно если детали не нагревались/охлаждались.
- Сам процесс запрессовки проходит по тому же сценарию, что и выпрессовки. В качестве инструмента оправка и молоток (или пневмомолоток с насадкой). Далее, чередой последовательных ударов забиваем деталь в посадочное гнездо.
Как заменить направляющие втулки клапанов
Отечественные автомобили можно ремонтировать самостоятельно в любом удобном гараже. Конструкция их предусматривает максимальный уровень ремонтопригодности всех узлов и механизмов. Не исключением в этом случае будет ремонт головки блока, одной из операций этого процесса является замена направляющих втулок клапанов.
Конструкция механизма
В процессе работы клапанного механизма движение клапанов происходит в ограниченном пространстве. Направление для перемещения задается с помощью соосности отверстия, в котором «ходит» ось штока и впускного/выпускного отверстия. Материал для штока подобран максимально износостойкий.
Сталь легирована большим количеством хрома и никеля. Направляющие втулки клапанов, сопрягающиеся со штоком, выполнены из менее прочного материала, чаще из медесодержащих сплавов. Это связано с тем, что ремонтный комплект таких втулок будет стоить дешевле при обслуживании, чем полная замена клапанов с износившимся штоком. Также пара сталь-латунь гораздо лучше работает при фрикционном сопряжении.






Замена втулок
Зазора между отверстием и клапаном практически нет. Это и наличие сальников на штоке помогает предотвратить попадание масла в камеру сгорания. Но за счет того, что работа клапанов проходит в агрессивных условиях и при интенсивном перемещении, износ у втулок появляется, их приходится периодически менять. Если бы они не стояли в конструкции, то пришлось менять всю головку блоки после выработки в отверстиях, по которым ходит шток.
Необходимость замены втулок
Износ можно определить по нескольким косвенным признакам, также есть случаи, когда требуется менять втулки в обязательном порядке:
- в камеру сгорания проникает моторное масло, за счет этого возрастает его расход и образуется сероватый дым из выхлопной трубы;
- слышно характерное постукивание со стороны головки блока;
- при полной замене комплекта клапанов;
- капремонт головки блока.
Инструмент для выпрессовки
Выпрессовка втулок
Наиболее популярным методом выпресовки является ударный. Предварительно снятую головку блока очищаем от загрязнений. Потом фиксируем ее на верстаке. Для операции понадобится специальный съемник, латунная или бронзовая цилиндрическая оправка длиной 80-100 мм. С одного конца на ней должна быть проточка на длину 30-40 мм диаметром на 1-2 мм меньше, чем диаметр внутреннего отверстия втулки. Оправка должен иметь максимальный диаметр, не больше наружного размера втулки.
Перед выбиванием втулок, необходимо нагреть головку примерно до 100-120С. Делается это для ослабления натяга между втулками и корпусом. В гаражных условиях подойдет электроплита. Ни в коем случае не пользоваться для этой операции горелкой, чтобы не перегреть металл и не испортить «геометрию» поверхности корпусной детали. Выбивать надо со стороны камеры сгорания.
После высвобождения посадочного отверстия, надо замерять его диаметр. Это необходимо для того, чтобы правильно подобрать натяг, разницу между размером новой втулки и посадочным диаметром. Ремонтная втулка должна быть больше на 0,03-0,05 мм. Это обеспечит плотную посадку. Замеры надо проводить на остывшей головке.
Запрессовка ремонтного комплекта
Чтобы не повредить поверхность отверстий и не создать задиры, перед тем, как заменить направляющие втулки клапанов, нужно опять немного разогреть головку блока. Ремонтный комплект для лучшей посадки нужно остудить. Для этого подойдет бытовой морозильник. Без таких манипуляций качественной запрессовки можно не получить, а впоследствии все они быстро «разболтаются» на своих местах. И необходимо будет разбирать узел заново.
Сборка механизма
Когда все установится на свои места и головка блока остынет до окружающей температуры, необходимо будет обработать отверстия разверткой. Такая калибровка приведет диаметр в нужный размер по всей длине. Желательно использовать настраиваемый инструмент, так как у ненастаиваемого происходит износ, и размер отверстия станет после большого числа обработок немного меньше требуемого. За счет этого клапаны будут проходить с натягом, преодолевая трение, а могут просто заклинить.
Нормальным считается зазор между штоком клапана и отверстием 0,03-0,04 мм.
После запрессовки втулок можно проводить подгонку седел клапанов. Для этой операции используются шарошки или зенкеры.
ktonaavto.ru
Как определить, что произошел износ направляющих втулок?
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля. Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны.
Характер работы пары «клапанный стержень — втулка» обуславливает повышенный износ внутренней поверхности последней. Заметен он становится при длительном пробеге автомобиля (около 150 тыс. км.). В то же время использование масел низкого качества может существенно ускорить выработку ресурса втулок. Поэтому всегда перед их заменой желательно определить степень износа. Для этого есть два метода:
- С использованием микрометра в паре с нутромером. С помощью этих инструментов у втулки измеряется минимальное значение внутреннего диаметра, а также максимальный диаметр зоны хода клапанного стержня. Разность между полученными диаметрами и даст нам ширину искомого зазора. При проведении измерений не нужно забывать о конусном и бочкообразном характере износа стержня, а также о том, что с высотой у втулки меняется диаметр. Все поверхности перед началом замеров необходимо хорошо очистить от пыли и грязи.
Набор из Нутромера и микрометра для определения износа втулок
- С использованием индикатора часового типа со специальной стойкой (микрометрический нутромер или нутромер индикаторного типа). Если полученное значение зазора выходит за обозначенные в мануале пределы, то берётся новый клапан и повторяется процедура замеров. Если же и во втором случае зазор вышел за рамки допустимого, значит, запчасти идут под замену.
Нутромер с индикатором часового типа для измерения зазоров между втулкой и клапаном
Если ножка клапана продолжит «гулять» в направляющей, то разрушатся и сальники. Они изготовлены из относительно мягкого материала, но при чрезмерных нагрузках он затвердевает. В результате даже при небольшом смещении стержня может произойти разрушение сальника. Результат – масло попадает в камеры сгорания, появляется сильный нагар, увеличивается уровень вредных выбросов.
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.

Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один. От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания. Клапаны открывают и закрывают просвет, в который поступает топливная смесь.
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
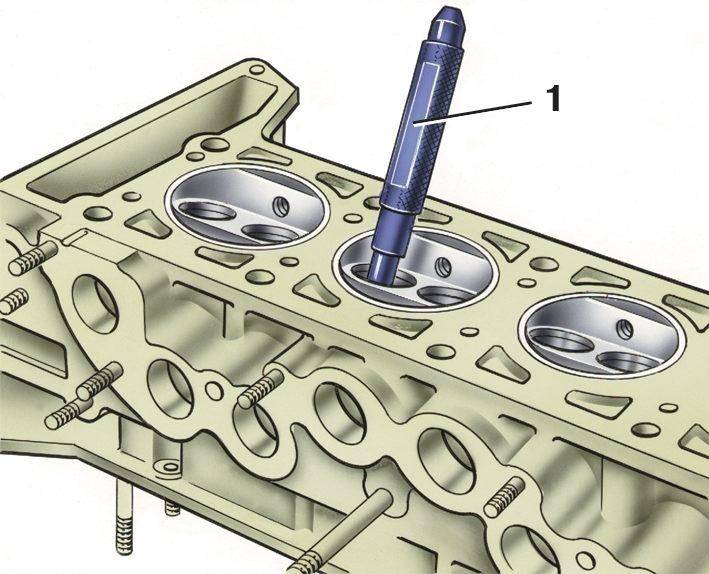
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей. Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны. Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку. Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.





2. Процесс снятия изношенной направляющей и установка новой
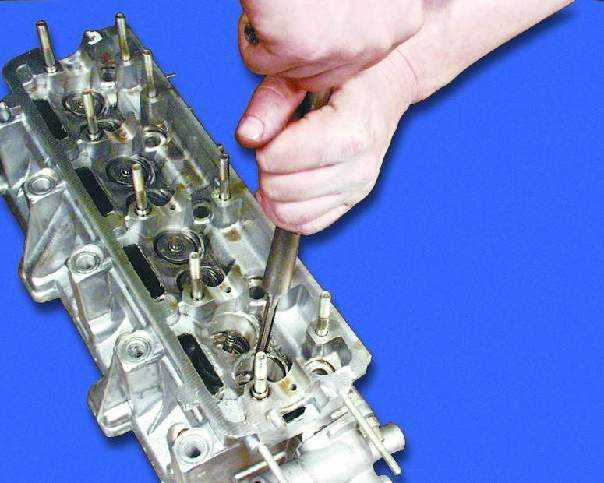
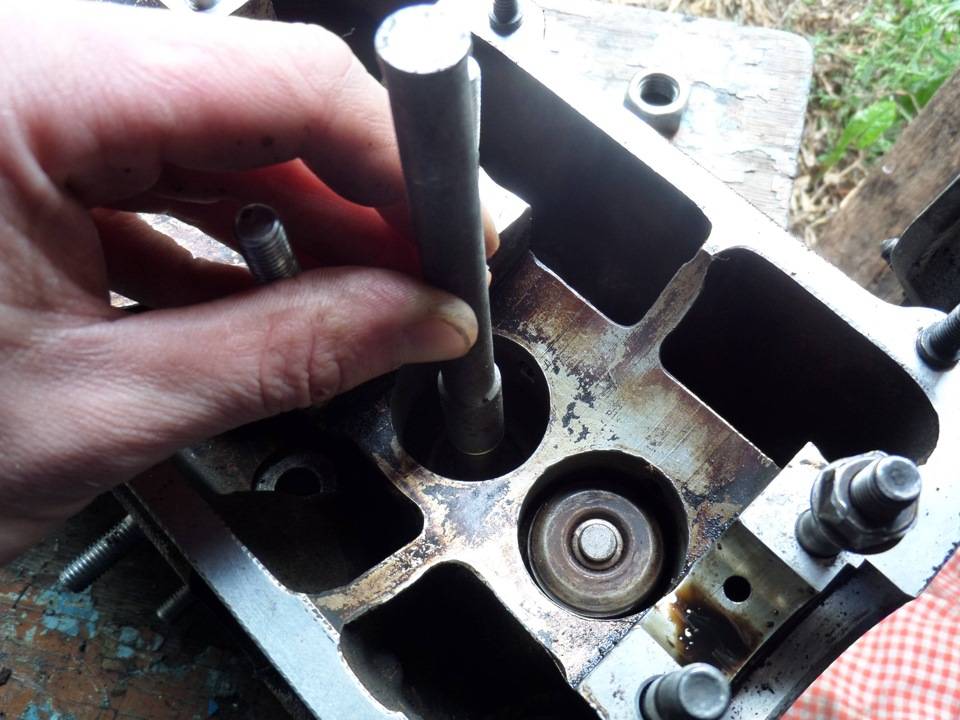
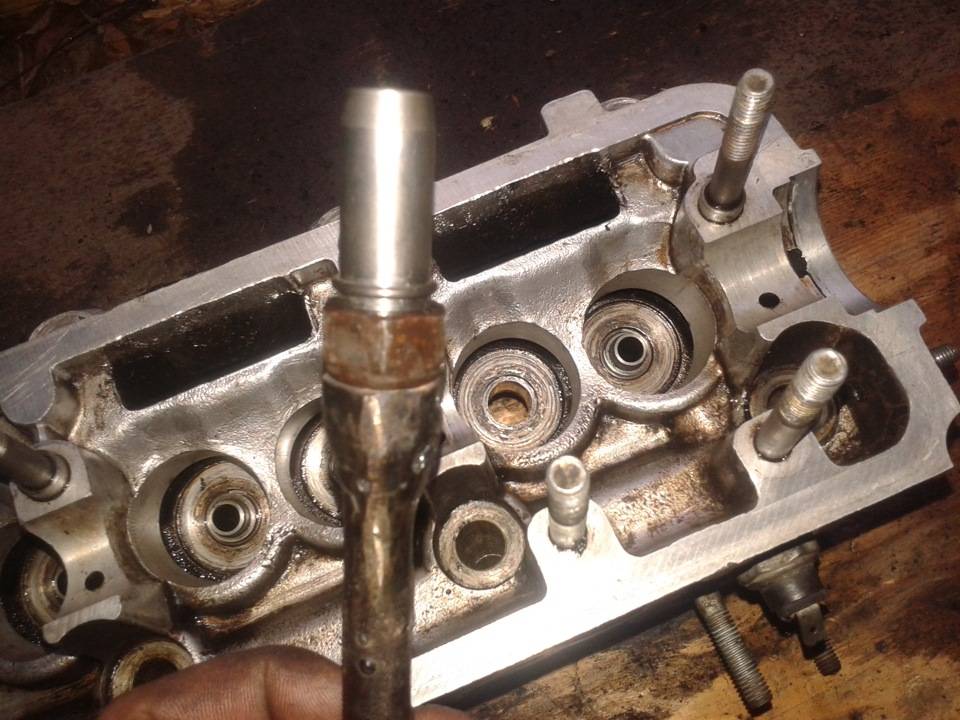
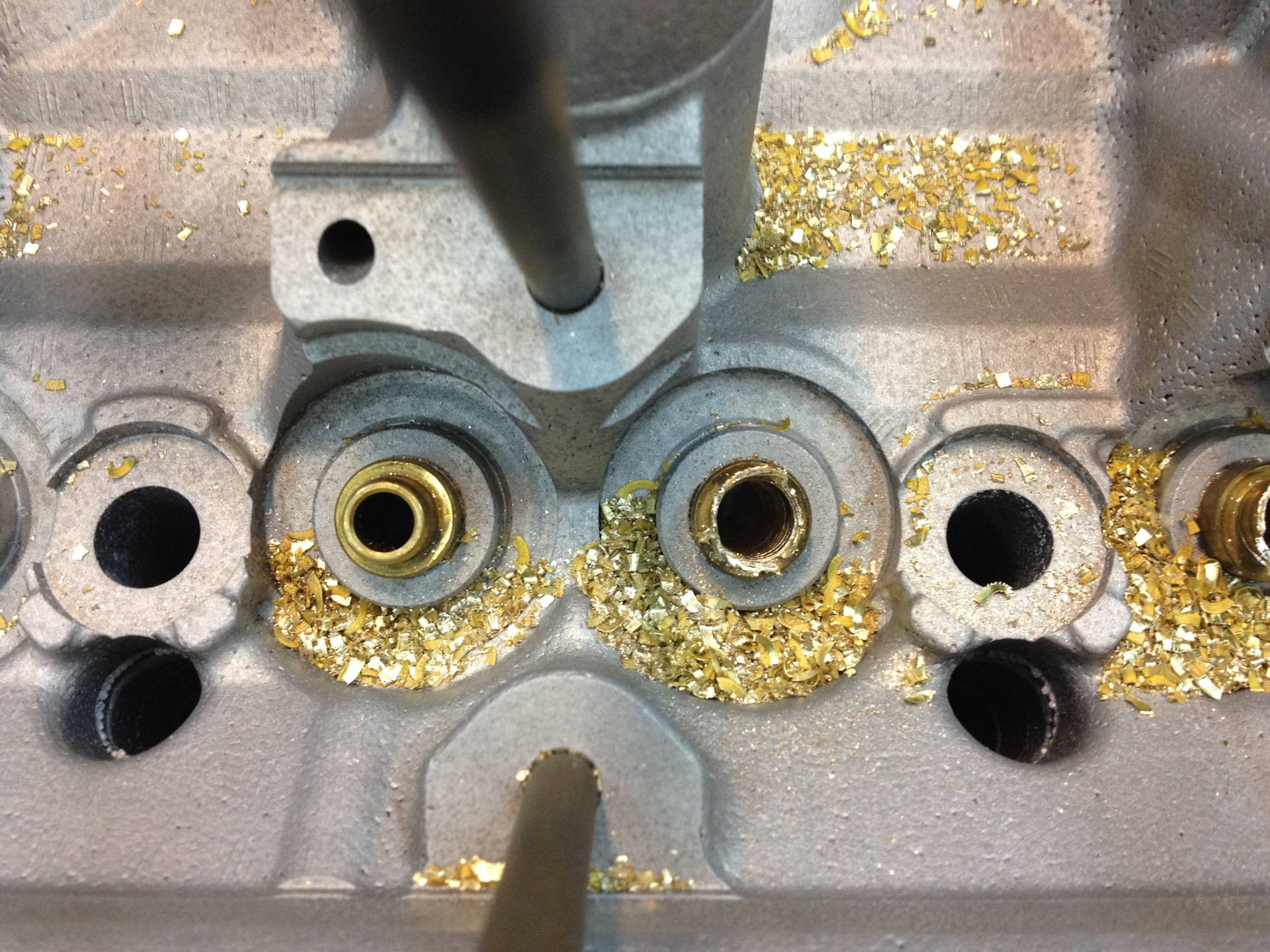
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток. Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
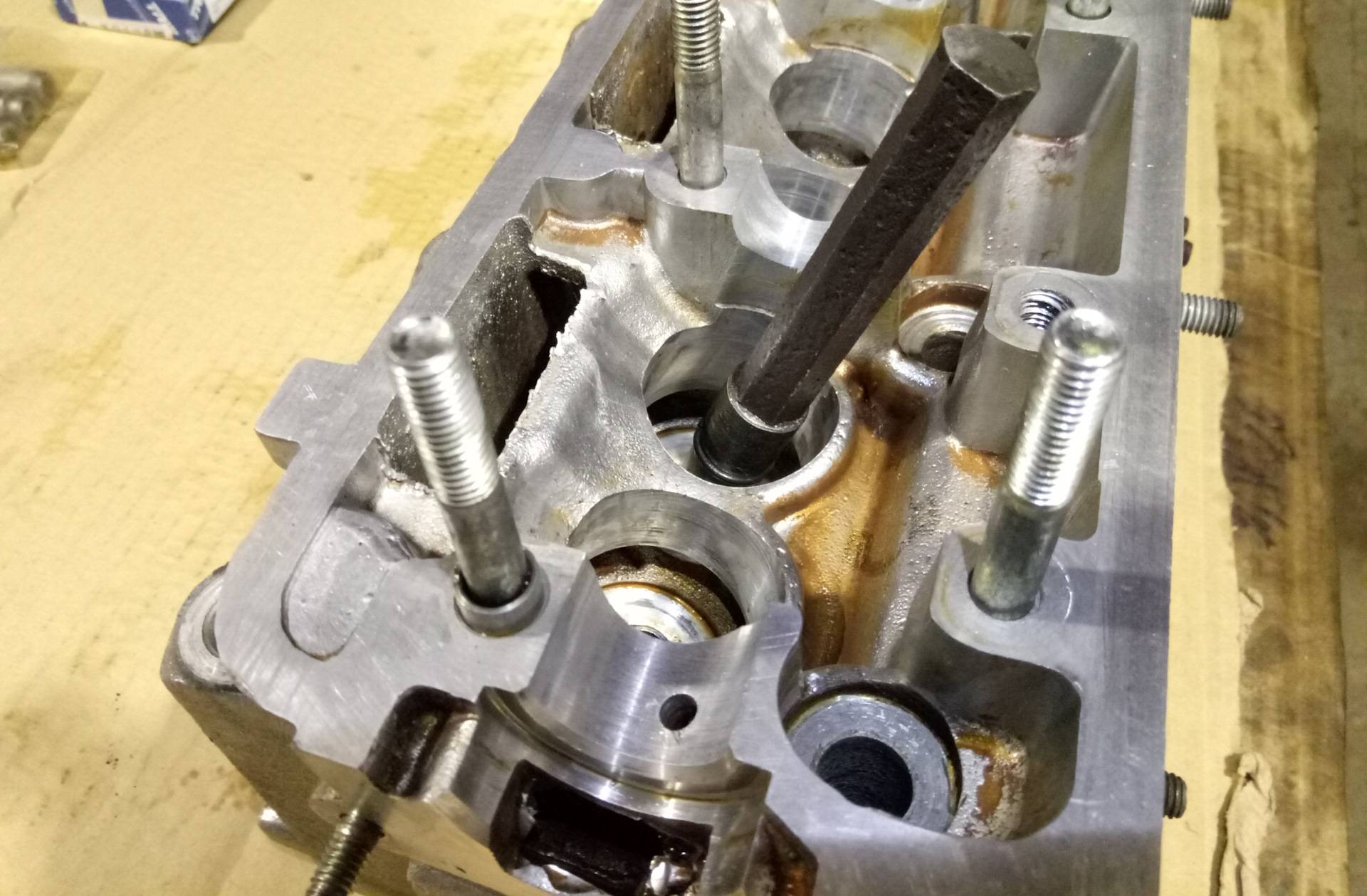
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место
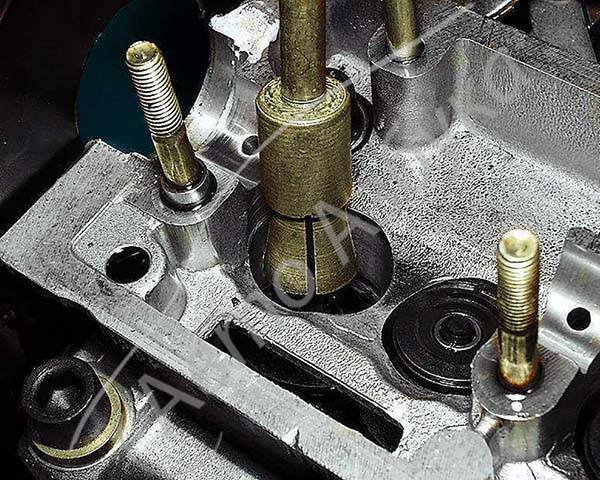
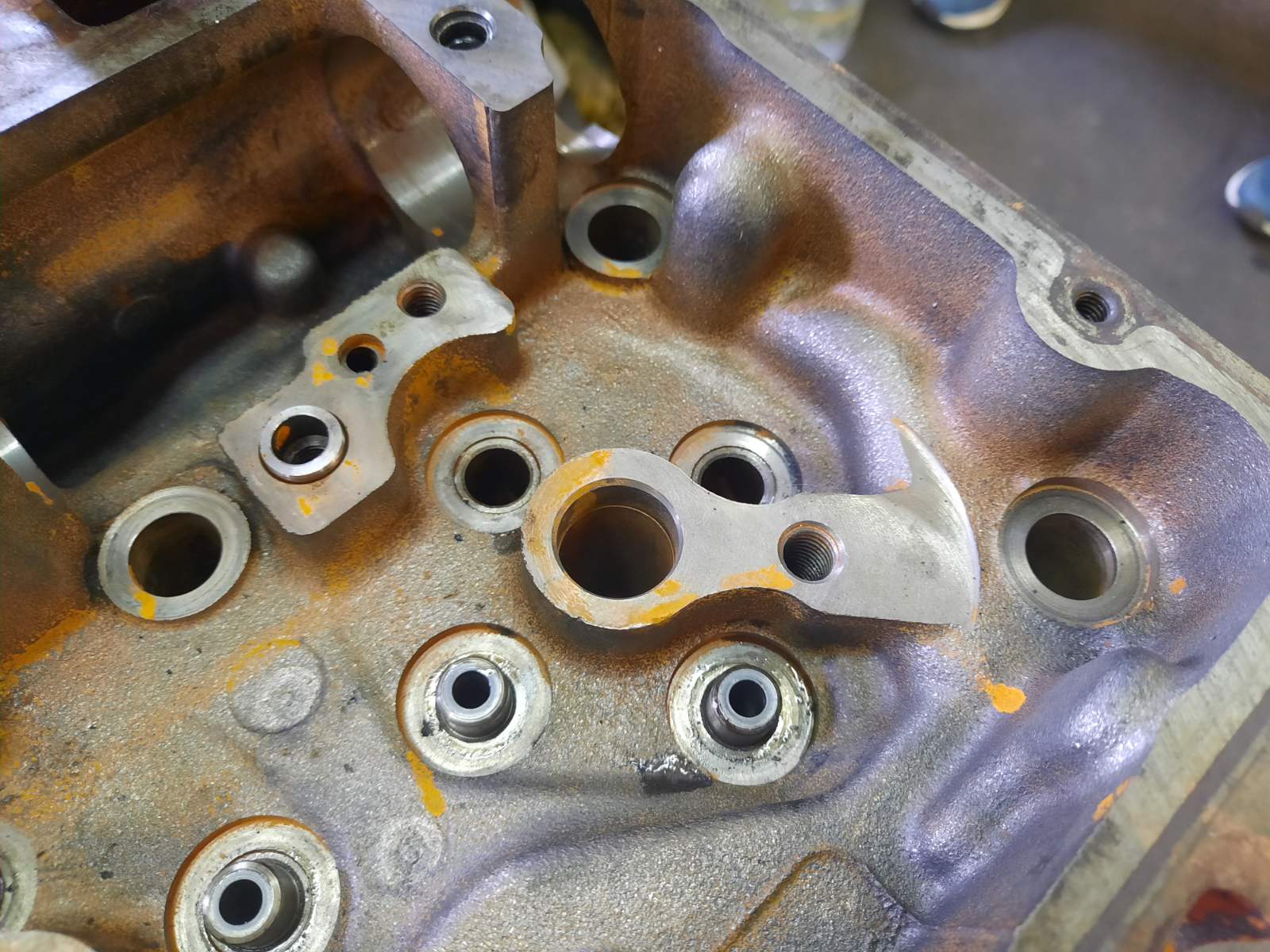
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2)
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
В процессе эксплуатации втулки клапанов изнашиваются, в основном в плоскости вращения распредвала, и соосность втулки с клапаном теряется, втулка разбивается на концах именно в этой плоскости. Потом клапан начинает гулять,- его биение превышает норму, из-за этого он неплотно прилегает к седлу, соответственно он разбивает фаску седла. Это может привести к прогару клапана и последующей замене седла. А может и не привести, если вовремя исправить.
В изношенной направляющей клапан будет ходить криво, что приведёт к быстрому износу маслосъёмных колпачков, тогда масло будет легко попадать в двигатель, тем более сама втулка разбита, и через неё пройдёт больше масла. Простая замена колпачков не поможет, новые быстро износятся и всё повторится сначала.
Масло также может уходить и через зазор втулки с головкой, особенно если установить «фирменную» кривую втулку, вроде бы и мск в порядке, не пропускают, и клапан ходит без перекосов, а всё равно всё в масле. И эта поломка довольно сложно диагностируется, ведь туда не заглянешь, а масло всё равно будет со всех сторон.
А при обрыве ГРМ, как правило, гнутся клапана, и они могут повредить направляющие.
Толкатели
Усилия от кулачков распределительного вала к клапану или штанге передают толкатели. Они же воспринимают и боковые усилия, возникающие при вращении кулачков распределительного вала. Толкатели подвергаются действию переменных нагрузок, имеющих динамический характер, следовательно, должны иметь износостойкие рабочие поверхности и малую массу. Для уменьшения массы толкатели выполняют пустотелыми.
В двигателях с нижним расположением клапанов применяются тарельчатые толкатели со сферической опорной поверхностью. Кулачок распределительного вала касается опорной части толкателя сбоку от оси стержня и имеет небольшую конусность. Благодаря такому устройству толкателя и кулачка толкатель вращается во время вращения распределительного вала, что обеспечивает равномерный износ опорной поверхности. Для регулировки тепловых зазоров в стержень толкателяввернут регулировочный болт с контргайкой.
У двигателей с верхним расположением клапанов и нижним расположением распределительных валовтолкатели выполнены в виде пустотелого поршня, внутрь которого входит штанга. Нижний конец штанги смазывается маслом, стекающим по штанге. В толкателе имеется отверстие, через которое вытекающее масло смазывает направляющие втулки и кулачки распределительного вала. Таких отверстий может быть два. Торец толкателя, контактирующий с кулачком, наплавлен отбеленным чугуном, сами толкатели стальные. Для равномерного износа опорная часть толкателя делается сферической, а кулачок имеет конусность, что приводит к вращению толкателя во время работы двигателя.
Рычажные подвесные толкатели применяют на двигателях дизелей. В приливах толкателя установлена ось ролика, на которой в игольчатом подшипнике вращается ролик. Ролик при работе двигателя катится по поверхности кулачка распределительного вала. У этих толкателей трение скольжения заменено на трение качения, что способствует уменьшению износа толкателя и поверхности кулачка вала.
При верхнем расположении клапанов и распределительного вала (двигатели автомобилей ВАЗ-2110, -2111, -1111 и -11113) толкателиимеют форму стакана, в перевернутом виде надетого на клапан. В наружном днище толкателя выполнено кольцевое углубление для укладки регулировочных шайб, подбором толщины которых регулируется тепловой зазормежду толкателем и кулачком распределительного вала.
На двигателях ЗМЗ-4061 и -4063 автомобилей «ГАЗель» и на двигателях автомобилей ВАЗ-2112 применены гидротолкатели. Эти двигатели имеют распределительные валы для впускных и выпускных клапанов. Каждый цилиндр имеет по два впускных и два выпускных клапана. Над каждым клапаном располагаются гидротолкатели. Гидротолкатели стальные, выполнены в виде цилиндрического стакана с плунжерной парой и шариковым обратным клапаном. На наружной поверхности стакана имеются кольцевая канавка и отверстие для подвода масла внутрь толкателя из магистрали головки блока цилиндров. Наружная поверхность и торец толкателя нитроцементированы. Толкатели устанавливаются в отверстиях головки блока цилиндров. Гидравлические толкатели исключают необходимость регулировки зазора между толкателями и клапанами.
а—тарельчатый со сферической опорной поверхностью; б—цилиндрический (поршневой); в—рычажно-роликовый;1 — распределительный вал; 2—кулачок; 3—толкатель; 4— регулировочный болт; 5— контргайка; 6—штанга; 7—отверстие для слива масла; 8—пята; 9—ролик; 10—игольчатый подшипник; 11 — ось ролика; 12—втулка; 13—вилка толкателя.
Механизм привода клапанов при верхнем расположении клапанов и распределительного вала:
1— головка цилиндров; 2 — клапан; 3 — толкатель; 4 — корпус подшипников распределительного вала; 5 — распределительный вал; 6 — регулировочная шайба; 7 — маслоотражательный колпачок; А — зазор между кулачком и регулировочной шайбой
1-корпус, 2-гидрокомпенсатор, 3-плунжер, 4-клапан гидрокомпенсатора, 5-пружина гидрокомпенсатора.
Во время работы двигателя масло под давлением из системы смазки поступает в корпус, отжимает клапан и заполняет гидрокомпенсатор и плунжер.
Когда двигатель не работает давления масла нет.
Плунжер может отойти от стержня клапана. Пружина компенсатора расправится, компенсатор прижмет к низу корпуса, а плунжер к стержню клапана, следовательно зазора нет. Тепловой зазор устанавливается между плунжером и днищем корпуса – автоматически. Первый раз применился в ЗМЗ-406.
Когда нужно менять направляющие?
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.







Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Как определить износ
Работает стержень во втулке повсевременно, потому снутри происходит лишний износ частей. В особенности приметен он будет при впечатляющем пробеге машины. Не считая того, если вы будете использовать смазку низкого свойства, это ускорит выработку втулок. Нужно перед проведением подмены найти, как очень изношены элементы.
Использовать можно один из этих способов:
Нутрометр и микрометр. Эти инструменты позволяют измерить на втулках малое значение поперечника. Также нужно измерить наибольшее значение поперечника зоны хода стержня клапана. Разность меж величинами и будет являться зазором
Направьте внимание на то, что износ стержня конусный и бочкообразный. Также у втулки с высотой меняется поперечник
До того как проводить замеры, нужно вполне очистить поверхность от грязищи и пыли.
С помощью индикатора часового типа на стойке. В этом случае, если зазор больше, ежели нужно, необходимо взять новый клапан и повторить замеры. Если даже при установке нового клапана зазор очень большой, нужно поставить новые направляющие.
READ Как Снять Нижнюю Шаровую Ваз 2106





