Подготовка к шлифовке

Для самостоятельной шлифовки нам понадобятся в первую очередь набор щупов, лекальная металлическая линейка, с её помощью будем определять насколько сильно изогнута ГБЦ и степень её неровности. Это скорей метод на глаз, так как только визуально можно понять, где и сколько стоит шлифовать.
Помимо такой неровности могут быть еще трещины и подобные дефекты. Это говорит о том, что двигатель хорошо перегревался и детонировал. Чтоб определить такие трещины стоит покрасить ГБЦ медленно сохнущей краской и через несколько минут стереть. Там где краска останется и будет трещина. Краску желательно использовать ярких цветов. К сожалению, увидеть можно будет только большие трещины, а вот микротрещины только с помощью специальных приборов.
В любом случае, какой бы не была изогнута ГБЦ, первым делом перед началом шлифовки нужно проверить как на большие, так и на микро трещины.
Расточка головки блока цилиндров своими руками
Для этого нужно выполнить следующие действия:
- На подготовленный и отцентрированный деревянный чурбак наматывают крупнозернистую наждачную бумагу.
- Наждачную бумагу смазывают маслом для облегчения манипуляции и вручную проводят расточку.
- Если чурбак легко входит в цилиндр, то на него нужно положить слой бумаги, а сверху намотать наждачную бумагу.
- Деревянная оправка должна с усилием и проворотом входить в цилиндр.
- Далее подставляем бумагу, не забывая проверять, как входит в цилиндр, в заранее купленный новый поршень.
- Как только видим, что поршень можно втиснуть в цилиндр, то расточку прекращаем и занимаемся шлифовкой более мелкой наждачной бумагой.
Способ крайне брутальный и неточный. При его применении мы не сможем обеспечить сносность цилиндров, точность расточки и правильно нанести сетку хона.
Уточняем, какие есть ремонтные размеры поршней для двигателя и измеряем цилиндры. Если на цилиндрах Вашего автомобиля есть глубокие задиры, которые по расчётам не снимутся расточкой в один ремонт, то придётся растачивать на второй ремонтный размер. После расчётов, или уже после расточки приобретаем комплект поршней и колец необходимого ремонтного размера. Производим разборку блока (можно, конечно, обратиться на СТО для проведения всего спектра услуг, но полный сервис будет стоить намного дороже).
Шлифовка головки блока цилиндров двигателя своими руками — Как отремонтировать ВАЗ
Доброго времени суток, уважаемые автомобилисты! Скорее всего, для вас не является секретом тот факт, что является очень специфической частью двигателя автомобиля. Все системы и детали ГБЦ очень тесно связаны друг с другом, а какая-либо неисправность деталей, как правило, является следствием более значимого дефекта в ГБЦ.
Например, если вы обнаружили, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, помимо непосредственно , настоятельно рекомендуется найти причину того, почему произошел пробой прокладки.
А причина может быть до банального проста – даже незначительный перегрев или случайное попадание на него воды, может стать причиной деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, необходимо провести полную дефектовку состояния головки блока. И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.
Когда нужна шлифовка ГБЦ
Давайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в двух случаях. Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя.
Для увеличения степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии топлива хорошего качества.
Второй вариант, когда в обязательном порядке проводится шлифовка головки двигателя – это ремонт ГБЦ.
Ремонт в любом виде, то ли вам понадобилось поменять прокладку, то ли вы решили заменить или отремонтировать распредвал. Не ограничивайтесь именно той ремонтной операцией, ради которой вы провели .
Ведь уже сняли, уделите ей немного времени, для того, чтобы чуть позже вновь не начинать ремонт ГБЦ.
Готовим головку блока к шлифовке
Проверку плоскости головки можно провести своими руками, при помощи металлической линейки и набора щупов. Линейка поочередно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который входит в зазор между линейкой и плоскостью головки. Метод далекий от точных величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Что самое интересное, именно возле тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите наибольшую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы полностью будете убеждены в том, что корпус ГБЦ не имеет трещин. Можно попробовать поискать эти самые трещины своими силами, например при помощи красящего вещества.
Шлифуем ГБЦ в гаражных условиях. ПОВТОРЯТЬ ОПАСНО
На тщательно очищенную поверхность головки наносится краска, через 5 минут удаляется и вы можете видеть трещины. Несовершенство этого метода в том, что вряд ли вы увидите микротрещины, или те трещины, которые пошли внутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на герметичность проводится в специальном устройстве, где корпус головки нагревается, и трещины показывают себя при помощи давления и воздушных пузырьков в воду ванной, где размещена головка блока. И только после устранения обнаруженных трещин блока, можно приступать к шлифовке головки двигателя.
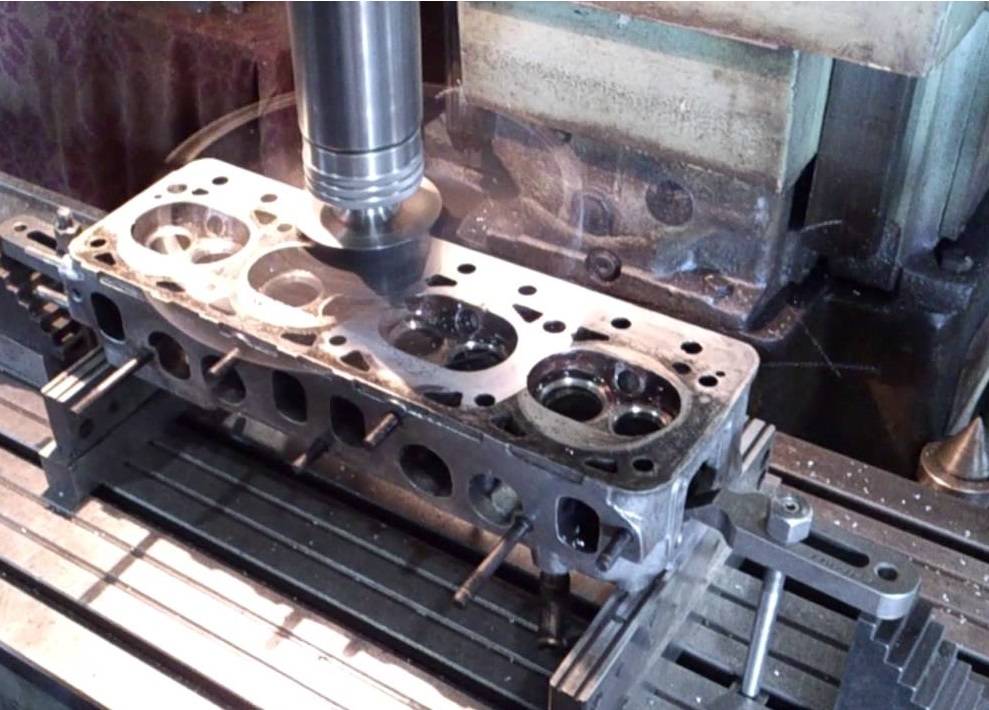

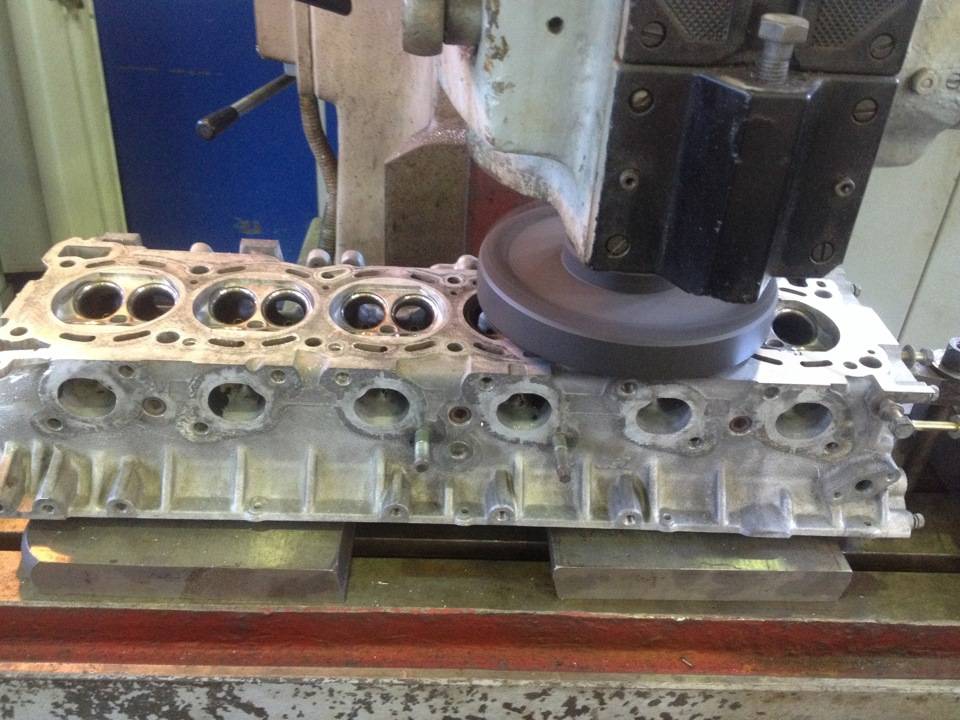
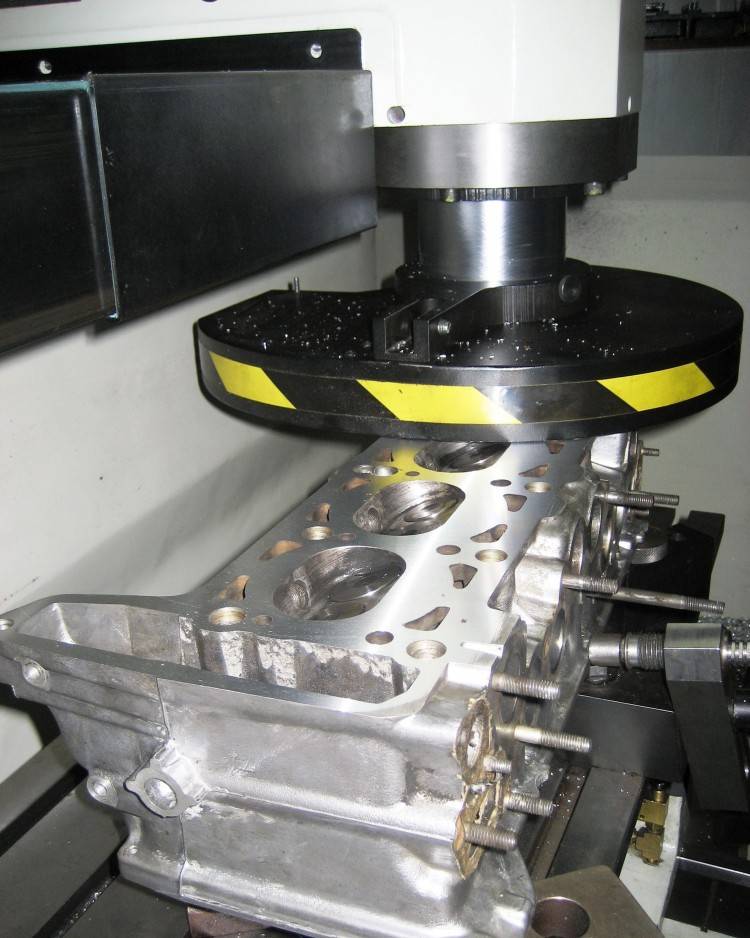




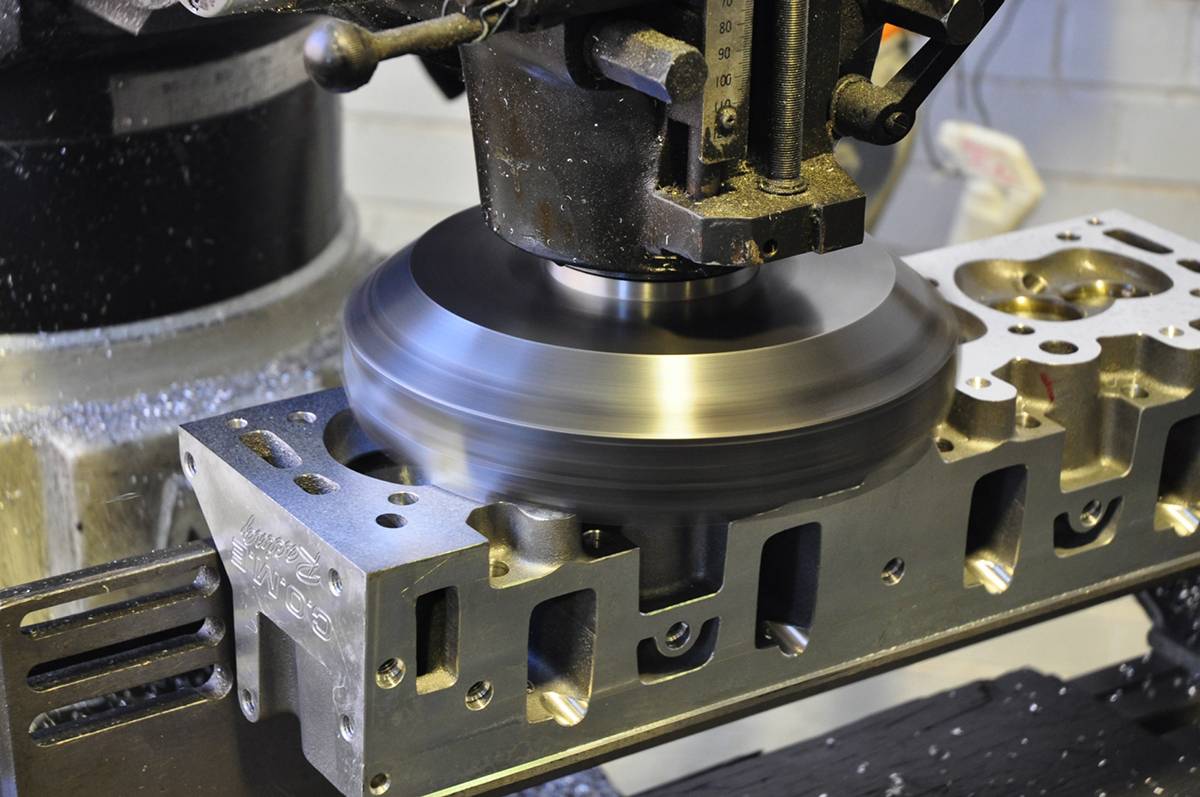
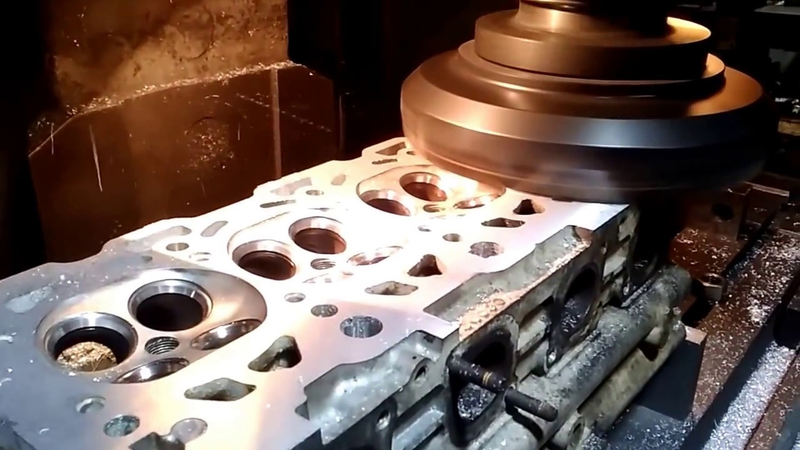
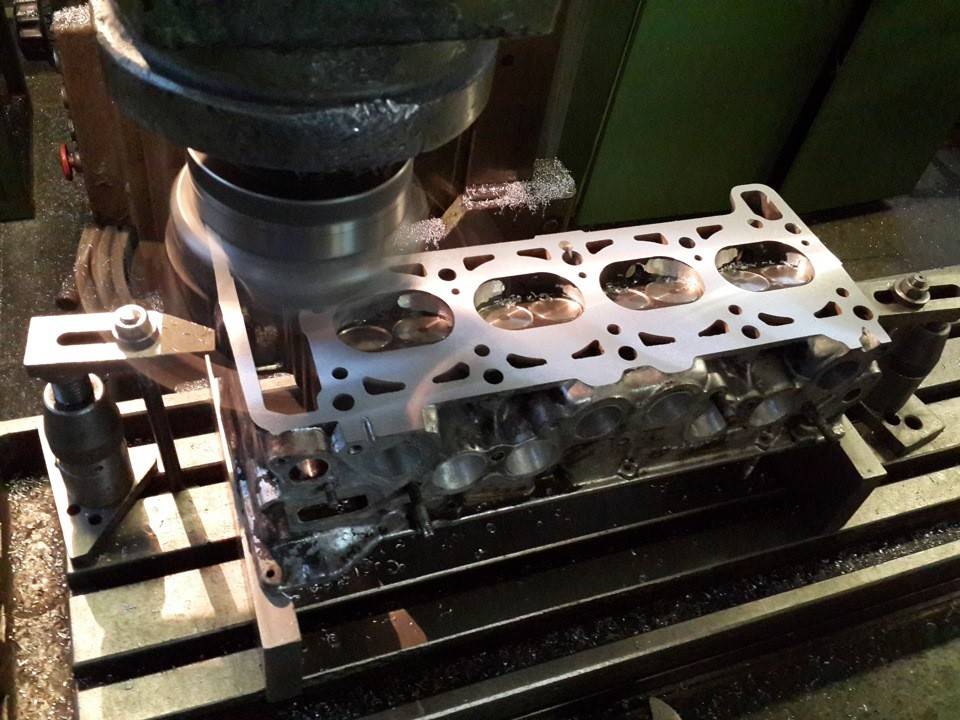
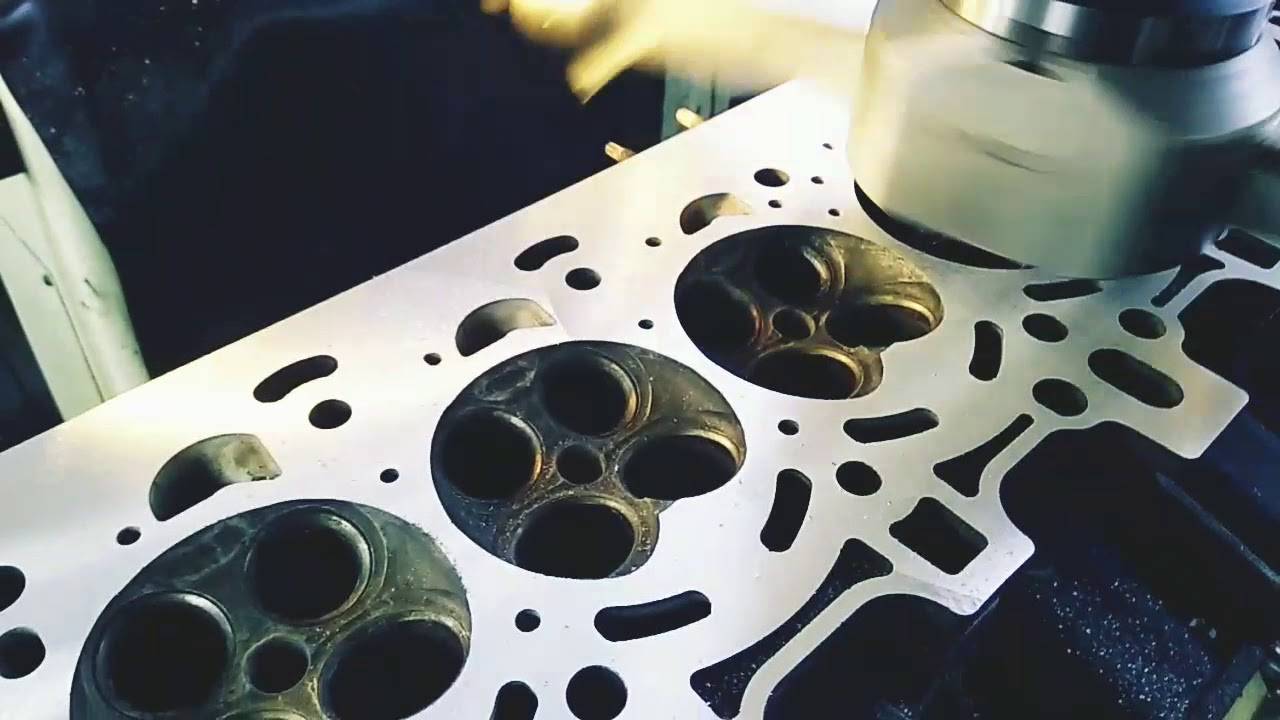
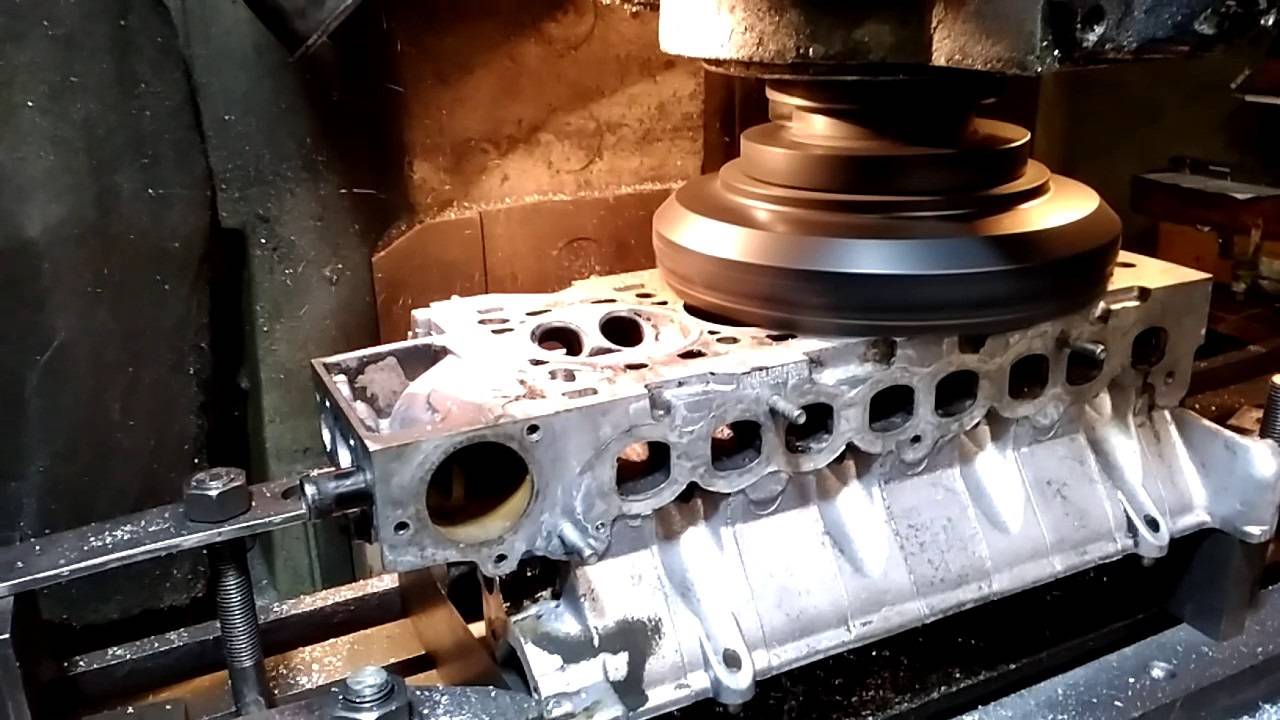
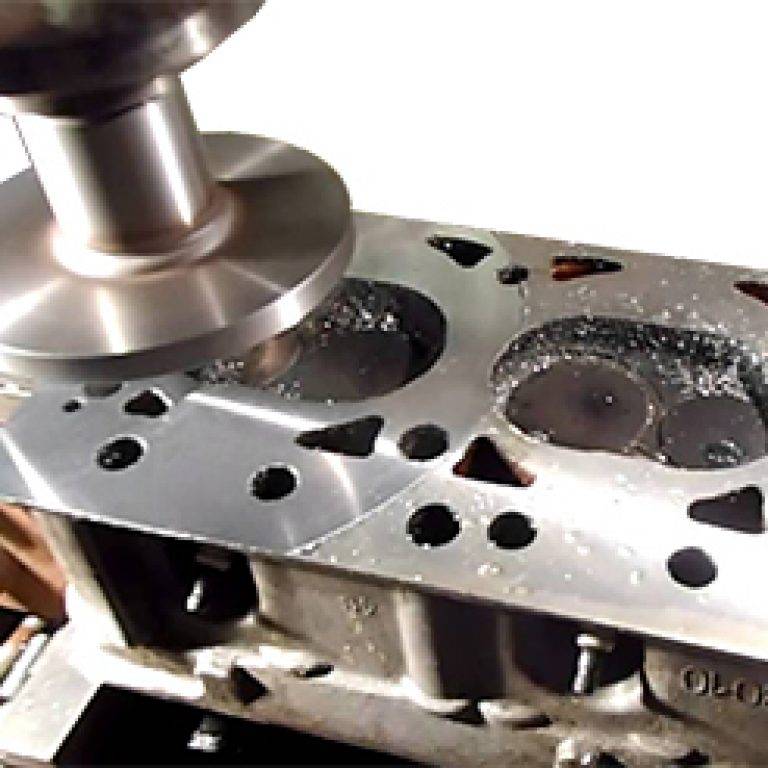
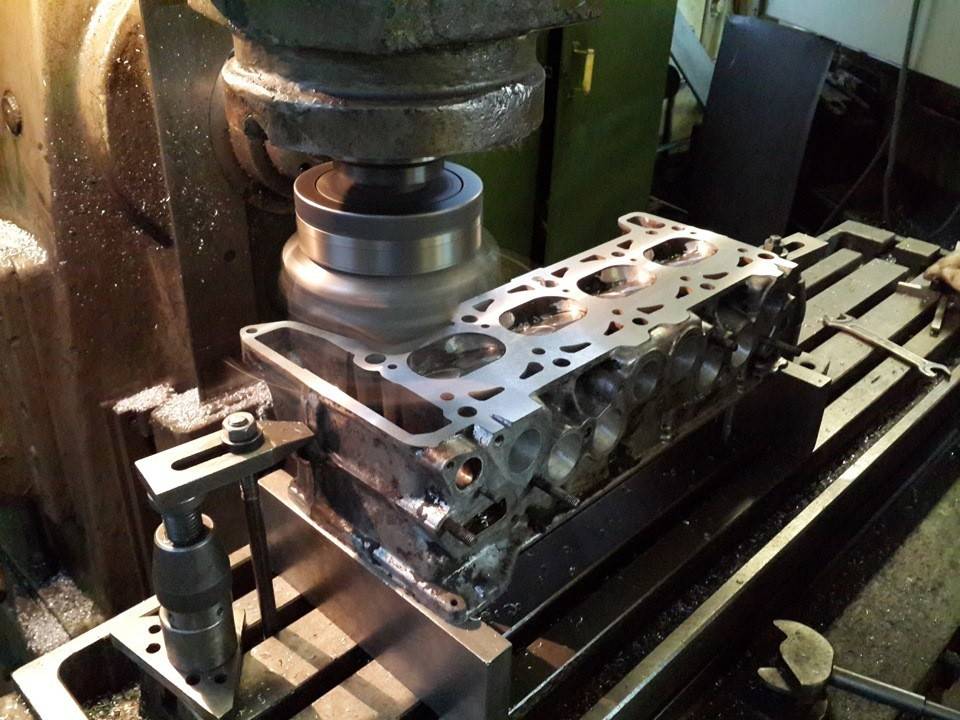
Шлифовка головки блока цилиндров
Шлифовка головки вам вряд ли удастся своими руками, так как производится на специальном фрезерно-шлифовальном станке. Технология вам не должна быть интересной, но… некоторые нюансы вы должны знать, чтобы потом применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего двигателя, должен указывать максимальную (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу двигателя.
Желательно, чтобы вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые цифры производителя. Это нужно для того, чтобы подобрать прокладку соответствующей толщины. И, если понадобится укорачивать клапана, то нужно знать на сколько.
Не стоит экспериментировать с двигателем. Если при шлифовке будет превышен максимальный запас, озвученный производителем, то придётся произвести замену головки блока цилиндров.
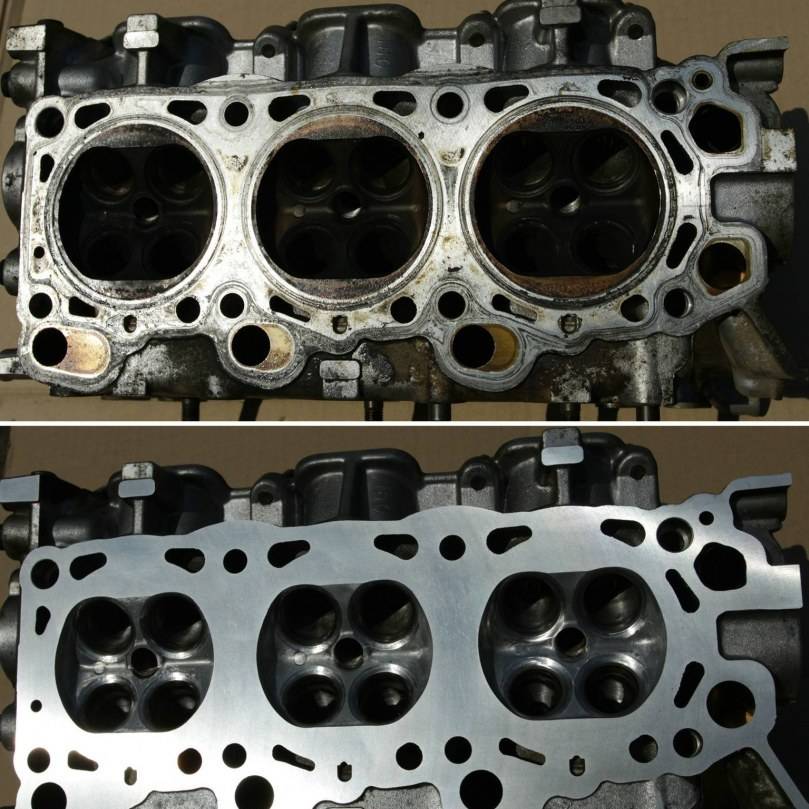
Процедура шлифовки не занимает много времени, и получив на руки проверенную на герметичность и отшлифованную ГБЦ, вы спокойно можете устанавливать её на место.
Удачи вам при проведении операции по шлифовке головки блока цилиндров.
Виды процедур шлифовки
Конечно, проще всего будет для шлифовки головки блока цилиндров обратиться к специалистам в сервис. Там это сделают максимально быстро, качественно и профессионально.
Предварительно совершается детальная диагностика, которая указывает степень повреждений и возможность починки. А далее мастера уже работают с деталью на специализированном станке для шлифовки. Это просто, но цена на шлифовку головки блока цилиндров просто сбивает с толку.
Шлифовка головки блока цилиндров своими руками непосредственно возможна. В большинстве случаев для этого потребуется специальное оборудование в виде станка.
Назначение головки блока цилиндров
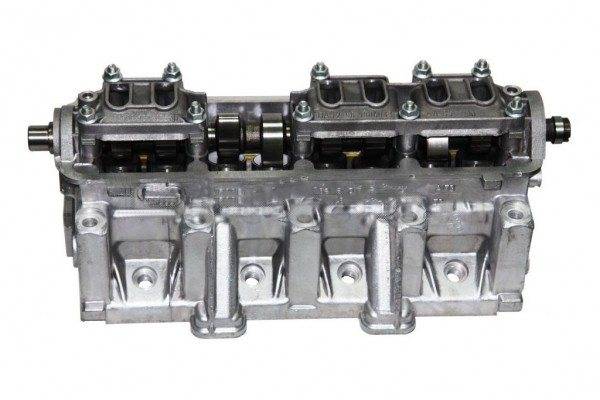
Головка блока цилиндров в сборе
Несмотря на то, что конструкции головок блоков цилиндров могут быть разными в зависимости от модификации двигателя, назначение их остаётся однозначным. Это важнейшая надстройка двигателя, которая содержит в себе ряд узлов и деталей, обеспечивающих бесперебойную работу агрегата в целом. Все эти детали и узлы находятся между собой в строго рассчитанном технологическом сопряжении и, малейшее нарушение данных расчётных параметров, может привести к поломке двигателя. Устройство головки блока в принципе не сложное:
- Во-первых – это корпус головки.
- В нём обустроены впускные и выпускные клапаны системы газораспределения.
- Свечи зажигания или форсунки, в зависимости от того, какой двигатель – бензиновый или дизельный.
- Корпус головки выполнен с учётом наличия блока камер сгорания смеси топлива и воздуха.
Крепится головка блока к блоку двигателя с применением специальной огнеупорной прокладки. Эта прокладка предотвращает утечку газов в плоскостях соединения и тем самым не допускает потерю компрессии(см.Компрессия в цилиндрах ВАЗ 2110, как проверить?). Изготавливается головка блока из алюминия с добавлением определённого количества олова и меди. Такой состав позволяет обеспечить необходимую герметичность в сопрягаемых поверхностях при креплении головки к блоку цилиндров.
Пошаговая инструкция
На СТО шлифовку ГБЦ проводят механическим способом на специальном станке, оснащённом шлифовальным кругом. Результат процесса зависит от профессионализма мастера. Если он превысит максимально допустимый слой шлифования, указанный в руководстве к двигателю, деталь придётся менять.
Самостоятельную шлифовку ГБЦ проводят ручным способом с помощью наждачной бумаги или точильного камня. Выглядит это следующим образом.
- Поверхность обрабатывают без сильного нажима, движениями в виде восьмёрки или нуля. Не допустимы резкие, прямые движения.
- После первого этапа шлифования берут кусок стекла по размерам головки и небольшое количество дизтоплива. Поверхность смазывают дизтопливом и прикладывают стекло. В местах, где снят слишком большой слой, образуется круг с жидкостью по краям. Там, где снят недостаточный слой – воздушный круг с топливом по краю.
- Далее стекло снимают и продолжают процесс шлифовки с учётом результатов контрольного замера.
- Как только получается идеально ровная, зеркальная поверхность, блок цилиндров можно собирать и устанавливать в двигатель.
Подготовка к процессу
Первый шаг при выполнении работы – оценка состояния ГБЦ. Дефектовку привалочной поверхности проводят, установив блок на идеально ровную поверхность с помощью стальной линейки и набора щупов. Не имеющую дефектов, ровную по толщине линейку прикладывают ребром к нижней плоскости по диагоналям. Если между нею и поверхностью блока виден зазор, в него вставляют щуп.
Допустимыми и не влияющими на работу цилиндров признают зазоры до 0, 05 мм. Если величина зазора больше 0,1 мм, необходима шлифовка. При значительных зазорах блок цилиндров подлежит замене. Плоское шлифование применяют только в том случае, если высота головки после процесса будет не меньше 135,60 мм.
ВАЖНО. При наличии прогара прокладки деформация поверхности будет расположена именно в том месте или рядом с ним
После обнаружения деформации головки проводят осмотр цилиндров БЦ на предмет трещин. Деталь с крупными трещинами шлифовать не стоит, поскольку правильно работать она всё равно не будет.
Если крупные дефекты не обнаружены, блок проверяют на наличие микротрещин. В условиях СТО это делают на специальном оборудовании. В гараже метод проверки – окраска блока с последующей очисткой через 5-6 минут. Краска после стирания с поверхности забивается в трещины, и они отчётливо видны. Но подобным способом можно выявить исключительно внешние микротрещины. Внутренние при этом остаются не замеченными. Перед процессом шлифовки микротрещины необходимо устранить.



Процесс растачивания каналов головки
Для выполнения задачи по расточке каналов потребуется шаровой фрез. Диаметр фрезы должен соответствовать необходимому размеру расточки. Это может быть 29, 31 либо 32 мм. Перед созданием геометрии каналов учтите, что в итоге она должна соответствовать геометрии обработанных коллекторов
Для соблюдения этого условия важно состыковать трубопровод с головкой и в соответствии с полученными следами задать нужную геометрию методом расточки. Чтобы добиться отчетливой метки применяется пластилин либо солидол, этими веществами выполняется обработка торцевой части головки
Процедура расточки каналов выполняется до достижения таких диаметров:
Процедура расточки каналов выполняется до достижения таких диаметров:
- размер впускного канала головки должен составить 3,1-3,2 см;
- диаметр выпускного канала будет 2,9 см.
Процесс растачивания состоит из следующих шагов:
- Производится доработка головки. Увеличивается размер, а также геометрия, если требуется. Методом замеров выполняется определение необходимого диаметра закруглений.
- Выполняется модернизация клапанных седел. С этих компонентов удаляются острые кромки, поскольку при открытии клапанов из-за них образуется высокое сопротивление.
- Производится совмещение отверстий со стороны впускного коллектора с каналами головки. С помощью фрезы надо расточить отверстие до втулки. Если останутся несостыковки, это станет причиной торможения горючей смеси.
- Выполняется растачивание со стороны камеры сгорания. Надо удостовериться в том, что седла для новых клапанов вмонтированы.
- Производится растачивание геометрии посредством шарошек, для этого применяются элементы разных размеров.
- Завершающим этапом будет шлифование каналов. Процедура выполняется до момента, пока поверхность каналов не будет максимально зеркальной.
Когда головку блока цилиндров нужно шлифовать
Любые дефекты, которые влияют на плотность и герметичность прилегания головки блока к самому блоку цилиндров двигателя приводят к появлению неисправностей и/или сбоев в работе ДВС. Наиболее частой причиной, по которой головку приходится шлифовать в рамках ремонта мотора является перегрев двигателя. Достаточно распространенной проблемой также считается нарушение правил обтяжки головки во время сборки двигателя, после чего происходит деформация корпуса ГБЦ.
Чаще всего внеплановую дефектовку головки проводят в том случае, когда возникают проблемы с прокладкой головки блока. Указанная прокладка может прогореть, в результате чего возникает прорыв газов из камеры сгорания, через нее возможны утечки моторного масла или антифриза. Перед заменой необходимо точно определить причину, почему прогорела или пробита прокладка ГБЦ.
Такой ремонт показан любым агрегатам независимо от того, какие работы проводятся (замена распределительного вала, прокладки или другие)
Если иначе, после снятия головки и разборки стоит уделить повышенное внимание состоянию поверхности параллельно выполнению других операций
Ремонт дефектов
- Перед началом ремонта нужно вырезать кусок металла, по своим размерам соответствующий трещине. Глубина канавки должна быть не менее 8 мм, а форма должна быть клиновидной.
- Перед тем как заварить головку, ее нужно нагреть до температуры 200 градусов. Для этого можно использовать ацетиленовую горелку, но не паяльник.
Заваривание трещин головки
- Для ремонта используйте газовую установку с присадочными материалами. Эффективные результаты получаются при аргонно-дуговой сварке. К ГБЦ нужно подключить массу. Дуга должна гореть между головкой и электродом, туда же и следует подложить кусок металла, который будет заделана трещина.
- Когда сварка завершена, шов тщательно зачищаем и еще раз опрессовываем. Если дефектов нет, то поверхность головки нужно отфрезеровать.
Прайс-лист
Цены действительны с 1 ноября 2021 года Скачатьпрайс-лист
Работы с ГБЦ (отечественное производство)
| Наименование услуги | Ед. изм. | Легковые, руб. | Грузов. до 70 кг, руб. | Грузов. выше 70 кг, руб. |
| Установка резьбовой втулки | шт. | 280 руб. | 340 руб. | 420 руб. |
| Замена свечного отверстия | шт. | 650 руб. | 950 руб. | 1000 руб. |
| Замена МСК | шт. | 60 руб. | 60 руб. | 60 руб. |
| Замена стаканов форсунок ЯМЗ-238 | шт. | — | 600 руб. | 600 руб. |
| Замена стаканов форсунок ЯМЗ-236 | шт. | — | 600 руб. | 600 руб. |
| Снятие патрубков | шт. | 135 руб. | 175 руб. | 205 руб. |
| Шлифовка фаски клапана с очисткой | шт. | 100 руб. | 120 руб. | 150 руб. |
| Шлифовка торца клапана | шт. | 60 руб. | 100 руб. | 100 руб. |
| Фрезеровка ГБЦ по плоскости с форкамерами | цил. | 700 руб. | — | — |
| Фрезеровка ГБЦ съем более 0.4 мм | цил. | 300 руб. | 780 руб. | 780 руб. |
| Фрезеровка ГБЦ паралл. дизель | цил. | 230 руб. | 600 руб. | 600 руб. |
| Фрезеровка ГБЦ паралл. бензин AL | цил. | 225 руб | 375 руб. | 500 руб. |
| Установка форсунок дизеля | шт. | 100 руб. | 160 руб. | 180 руб. |
| Установка термоиндикатора | шт. | 130 руб. | 130 руб. | 130 руб. |
| Удаление сломанных шпилек | шт. | 500 руб. | 500 руб. | 500 руб. |
| Снятие форсунок дизеля | шт. | 150 руб. | 245 руб. | 275 руб. |
| Ремонт свечного отверстия | шт. | 500 руб. | 800 руб. | 1000 руб. |
| Мойка предварительная 5-6 цил. | шт. | 800 руб. | 900 руб. | 1000 руб. |
| Мойка предварительная 3-4 цил. | шт. | 500/200 руб. | 500/200 руб. | 1000 руб. |
| Рассухаривание клапана | шт. | 40 руб. | 50 руб. | 60 руб. |
| Засухаривание с заменой МСК | шт. | 100 руб. | 150 руб. | 150 руб. |
| Обработка седла профильным резцом на станке AZ VV-80 | шт. | 150 руб. | 200 руб. | 200 руб. |
| Замена седла без обработки | шт. | 400 руб. | 500 руб. | 700 руб. |
| Замена седла с обработкой | шт. | 500 руб. | 1000 руб. | 1000 руб. |
| Замена направляющей втулки с разворачиванием под клапан | шт. | 120 руб. | 200 руб. | 200 руб. |
| Замена заглушек | шт. | 300 руб. | 400 руб. | 500 руб. |
| Дефектовка клапана | шт. | 50 руб. | 70 руб. | 170 руб. |
| Выворачивание шпилек | шт. | 50 руб. | 50 руб. | 50 руб. |
Опрессовка головки блока
| Наименование услуги | Ед. изм. | Цена, руб. |
| А-01 | шт. | 2 500 руб. |
| А-41 | шт. | 2 500 руб. |
| ВАЗ | шт. | 1 200 руб. |
| ВАЗ | шт. | 1 200 руб. |
| Д-160 | шт. | 2 500 руб. |
| Д-65 | шт. | 1 500 руб. |
| ЗиЛ | шт. | 1 500 руб. |
| ЗМЗ-402 | шт. | 1 200 руб. |
| ЗМЗ-405 | шт. | 1 200 руб. |
| ЗМЗ-406 | шт. | 1 200 руб. |
| ЗМЗ-407 | шт. | 1 200 руб. |
| ММЗ-245 | шт. | 1 500 руб. |
| СМД | шт. | 1 500 руб. |
| Тракторные и их аналоги | шт. | 1 500 руб. |
| ЯМЗ-236 | шт. | 2 500 руб. |
| ЯМЗ-238 | шт. | 2 800 руб. |
| ЯМЗ-7511 (общие) | шт. | 2 800 руб. |
| ЯМЗ-7511 (раздельные) | шт. | 1 000 руб. |
| ЯМЗ-840 | шт. | 1 000 руб. |
Работы с ГБЦ (иномарки)
| Наименование услуги | Ед. изм. | Легковые, руб. | Грузов. до 70 кг, руб. | Грузов. выше 70 кг, руб. |
| Установка резьбовой втулки | шт. | 300 руб. | 385 руб. | 440 руб. |
| Замена МСК | шт. | 135 руб. | 135 руб. | 135 руб. |
| Снятие патрубков | шт. | 180 руб. | 230 руб. | 270 руб. |
| Шлифовка фаски клапана с чисткой | шт. | 150 руб. | 150 руб. | 200 руб. |
| Шлифовка торца клапана | шт. | 70 руб. | 80 руб. | 90 руб. |
| Фрезеровка чугун | шт. | 600 руб. | 700 руб. | 880 руб. |
| Фрезеровка AL | шт. | 500 руб. | 680 руб. | 880 руб. |
| Установка термоиндикатора | шт. | 135 руб. | 135 руб. | 135 руб. |
| Удаление сломанных шпилек | шт. | 500 руб. | 600 руб. | 700 руб. |
| Проверка вакуум-тестером сопряжения «седло-клапан» | шт. | 40 руб. | 40 руб. | 40 руб. |
| Ремонт свечного отверстия | шт. | 1000 руб. | 1000 руб. | — |
| Ремонт резьбового отверстия | шт. | 400 руб. | 450 руб. | 500 руб. |
| Разворачивание направляющей втулки | шт. | 100 руб. | 100 руб. | 120 руб. |
| Мойка предварительная 5-6 цил. | шт. | 500 руб. | 600 руб. | 800 руб. |
| Мойка предварительная 3-4 цил. | шт. | 300 руб. | 500 руб. | 500 руб. |
| Рассухаривание клапана | шт. | 80 руб. | 100 руб. | 100 руб. |
| Засухаривание с заменой МСК | шт. | 100 руб. | 140 руб. | 140 руб. |
| Обработка седла профильным резцом на станке AZ VV-80 | шт. | 180 руб. | 200 руб. | 230 руб. |
| Замена седла с обработкой | шт. | 1000 руб. | 1100 руб. | 1300 руб. |
| Замена седла без обработки | шт. | 800 руб. | 1000 руб. | 1000 руб. |
| Замена направляющей втулки | шт. | 200 руб. | 300 руб. | 300 руб. |
| Замена заглушек | шт. | 550 руб. | 750 руб. | 850 руб. |
| Доработка направляющей втулки | шт. | 200 руб. | 150 руб. | 250 руб. |
| Дефектовка клапана | шт. | 70 руб. | 80 руб. | 80 руб. |
| Выворачивание шпилек | шт. | 200 руб. | 250 руб. | 300 руб. |
Опрессовка головок блока цилиндров
| ГБЦ двигателя | Единица измерения | Легковые,руб. | Грузовые,руб. |
| Теплообменник | шт. | 1000 | 2000 |
| ГБЦ 4-6 цил. (рядные) | цил. | — | 1500 |
| ГБЦ (крупногабаритные) | цил. | — | 1500 |
| ГБЦ (чугун) | цил. | 600 | 1000 |
| ГБЦ (алюминий) | цил. | 500 | — |
Как выполняется шлифовка головки блока цилиндров
Работы по шлифовке головки блока цилиндров лучше выполнять на СТО, где имеется требуемое оборудование, а также специалисты, знакомые с подобной работой. Сам процесс шлифовки проходит следующим образом:
- Первым делом специалист определяет плоскость головки блока цилиндров. Для этого можно использовать щупы и обычную стальную линейку (если она не имеет дефектов, изгибов и одинакова по толщине). Линейка прикладывается к нижней плоскости диагонально, а щупы вставляются в зазоры, присутствующие между поверхностью ГБЦ и приложенной линейкой;
- Если в результате замеров были обнаружены неровности, проводится проверка ГБЦ на наличие крупных трещин. Это обязательно сделать, поскольку нет никакого смысла шлифовать треснувшую деталь — она не сможет работать должным образом;
- Далее начинается поиск микротрещин. Это можно сделать при помощи специального оборудования на СТО или методом покрытия ГБЦ краской. Для этого головка блока цилиндров предварительно очищается от грязи, после чего на нее наносится краситель. Далее краситель стирается, и места, где он остался, указывают на наличие небольших трещин. Есть еще второй способ проверки — ГБЦ нагревается и опускается в специальную ванну с жидкостью, на поверхности которой при наличии трещин будут появляться пузырьки воздуха;
- Обнаружив микротрещины, которые можно устранить, необходимо это сделать, перед тем как приступать к шлифовке;
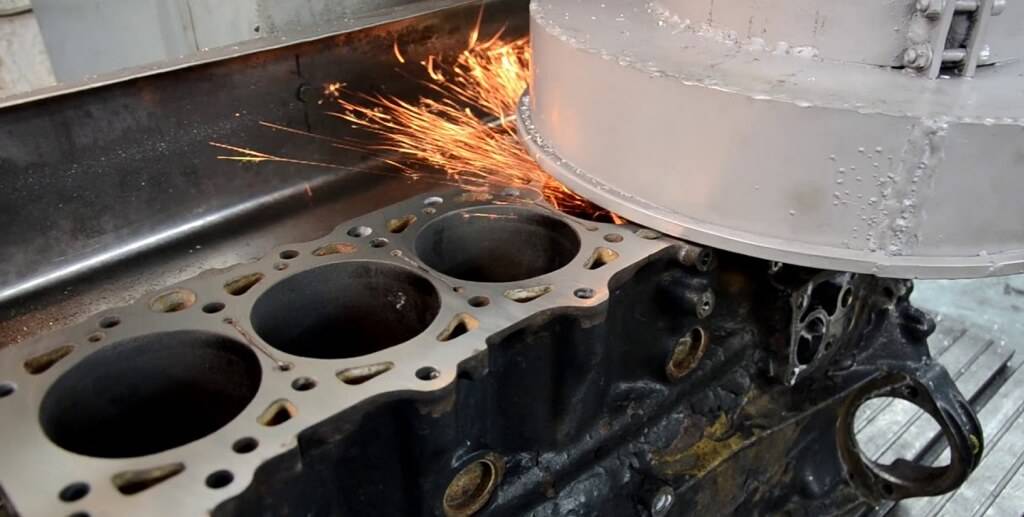
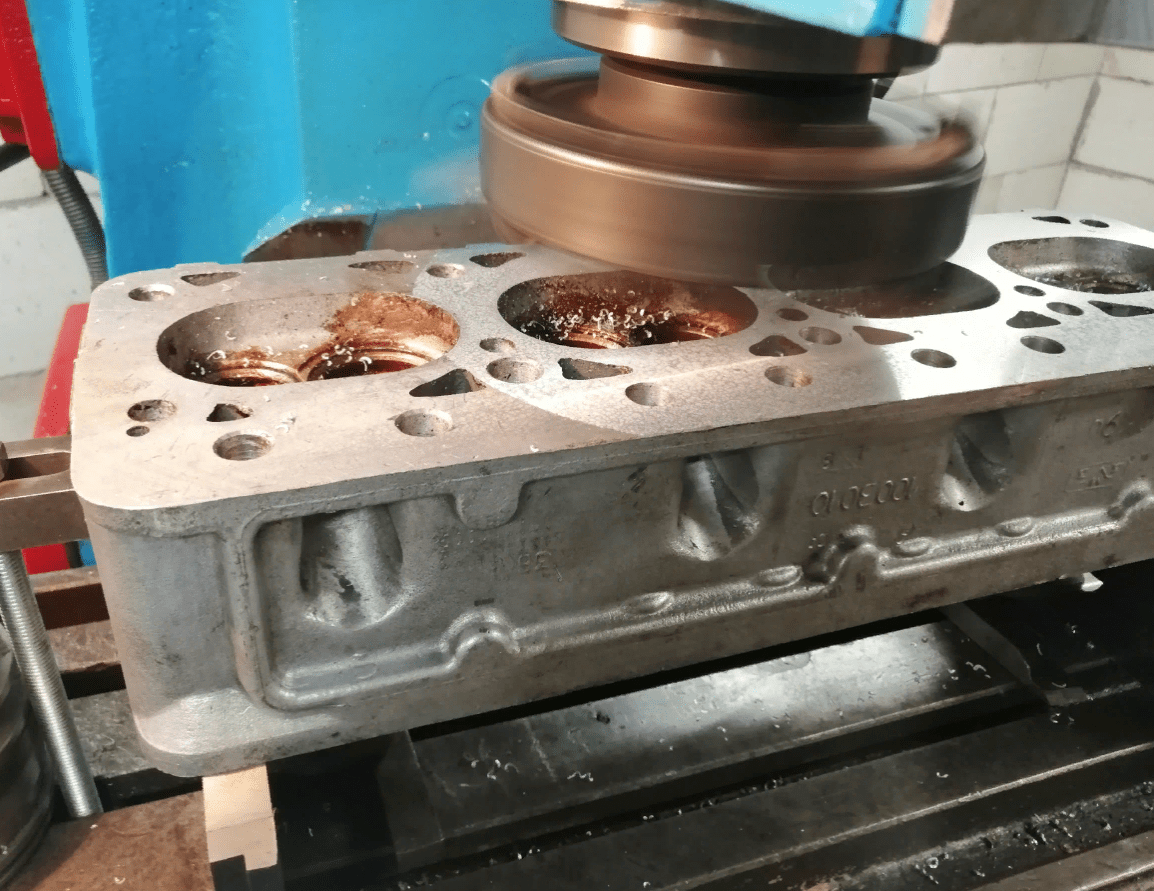
- Далее наступает сам процесс шлифовки. Он проводится на специальном фрезерно-шлифовальном станке при помощи специального круга. При этом нужно обладать данными о том, какая максимальная глубина шлифовки возможно для конкретной головки блока цилиндров. Глубина отличается, в зависимости от того, на каком двигателе будет установлена ГБЦ.
Важно: Если глубина повреждений превышает максимально допустимую глубину снятия поверхности ГБЦ при шлифовке, скорее всего, деталь придется заменить. В редких случаях решить проблему можно установкой меньшей по толщине прокладки ГБЦ
При выполнении работ по шлифовке головки блока цилиндров критически важен профессионализм мастера, который выполняет работу. От качества шлифовки будет зависеть герметичность системы и в целом работа двигателя. Поэтому не рекомендуется выполнять шлифовки ГБЦ самостоятельно без должного оборудования и навыков.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.







Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.